PLM100
Pallet lift
Need
In today’s market, more and more lines are completely automated, seeking labour-saving opportunities.
Next to palletizing solutions, bringing the pallet to the warehouse is equally important.
Therefore, we have designed a complete range of components which will allow you to centralize all pallets towards your warehouse.
The main use of pallet lifts is to feed in/out empty or filled pallets from or onto a roller conveyor.
This pallet lift brings the pallet from ground level to a higher level, or sets it down on the floor. For example, palletizers or stretch wrapping devices (which wrap a stretchable plastic film around pallets for secure shipping) are on a higher level than the floor.
So when you want to move a pallet from the floor to a device (or vice versa), you’ll need to overcome the height difference.
Often, unstable products are difficult to handle on standard units. For this purpose, we designed the PLM100 which takes care of this problem.
Equipped with servo drives, this unit lifts and places pallets gently on the exit pallet roller conveyor.
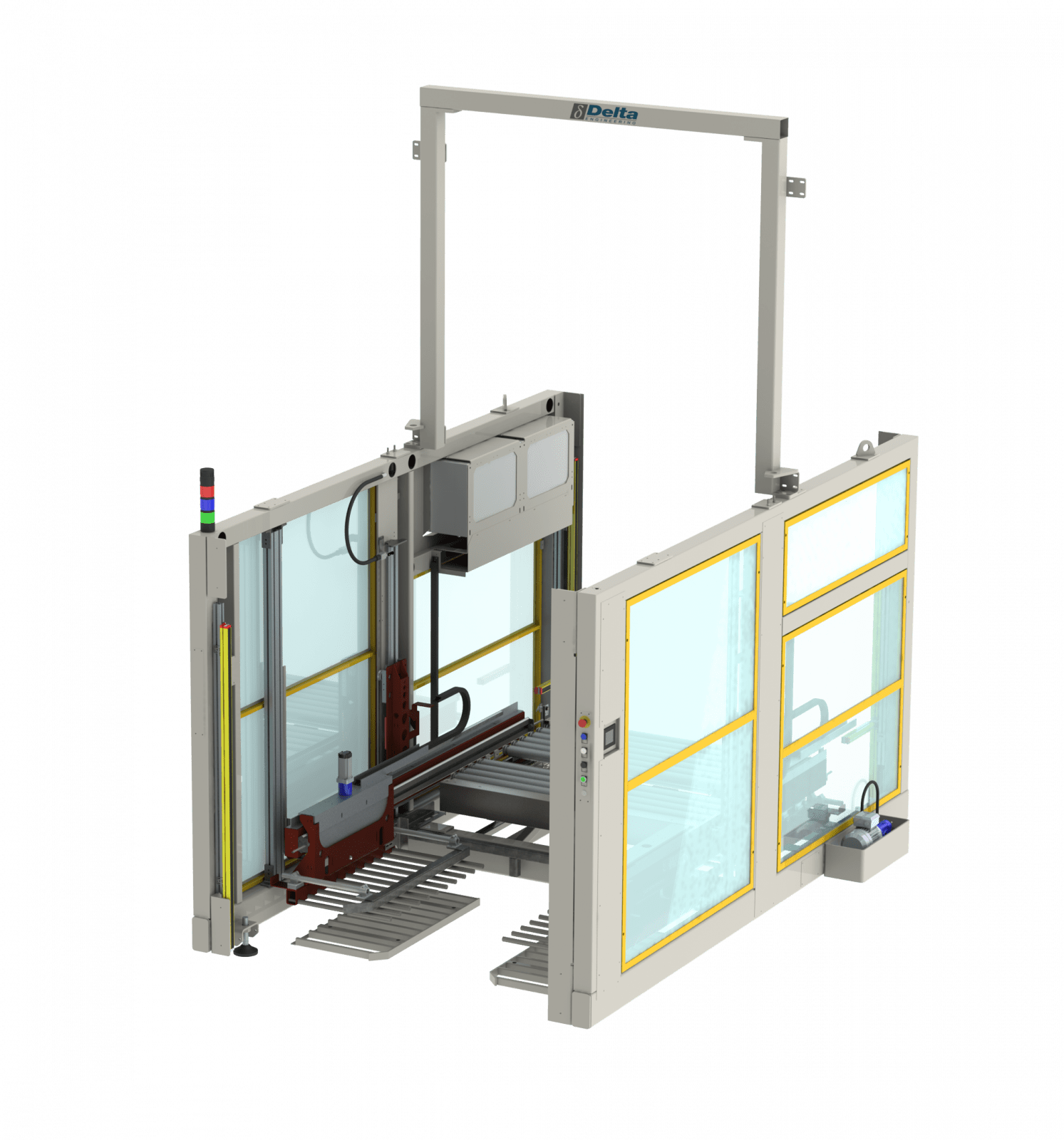
The machine
Firstly, you feed the pallet into a roller system, with a manual pallet truck. Then, the machine lifts the pallet and places it gently onto the exit pallet roller conveyor.
This pallet lift is an operator safe unit, fully guarded with light barriers at the entrance. Moreover, it integrates completely with our line control systems.
Also, it has a motorized elevator and side rollers. A small ramp allows a problem-free in/out transfer, even with the most unstable pallets!
Advantages
- Smooth movements, servo controlled, even allowing unstable pallets.
- Safe unit, according to the latest safety standards.
- Wide range of pallet handling, 1422 mm (56”) square and anything below.
- Programmable height difference, allowing up to 700 mm difference!
- Low infeed, allows pallet trucks.