ELV122
Bag elevator
Need
Today’s market is facing increasing speeds. High speed output machines are split into multiple lanes, multiple down stream machines, to be able to handle these speeds.
Nowadays, bagging is gaining interest because of its advantages:
- Low cost compared to cardboard trays
- Cleanliness, the bottles are packed in fully closed bags
- Low level of operator intensity on the lines
- Extremely quick changeover
Multiple baggers running on the same machine, working together, need a central solution to collect the bags and palletise them.
For this reason, we have developed the bag elevator.
Usually, this bag elevator comes with a bridge, over the baggers, on which conveyors are mounted.
The bag elevator lifts the bags from the individual machines, and shoves them onto the central conveyor.
In this way, you can mount multiple machines in parallel. As a result, high-output speed machines can use one palletizing cell.
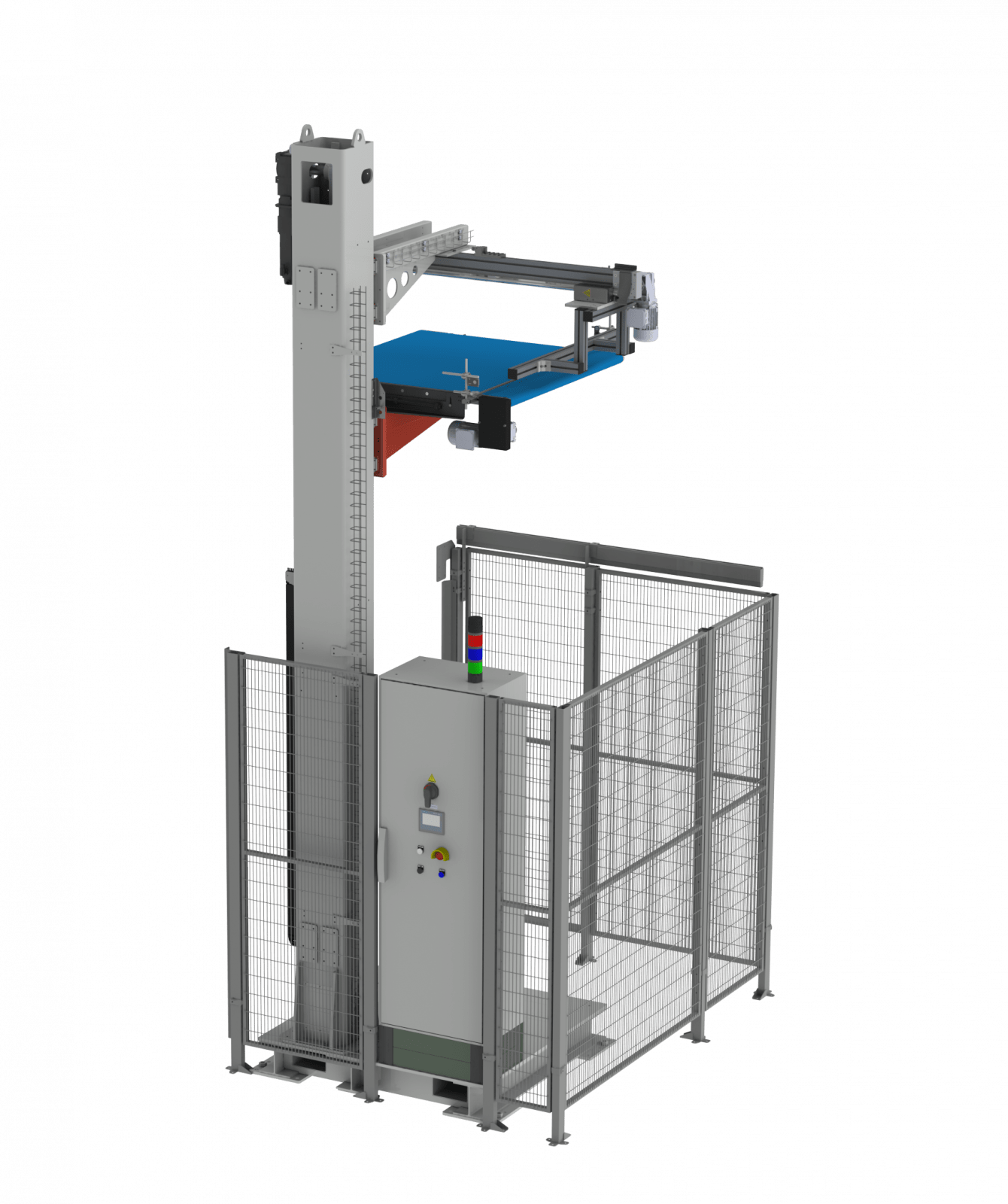
The machine
Firstly, bags exit the bagger (DB112, DB122) onto the elevation conveyor. Once in position, the bag elevator lifts the bag to a high level.
Then, it conveys/pushes the bag onto the overhead collation conveyor. On this conveyor, finally, it conveys the bags to a central palletizer.
In such cases, the lane divider control system monitors the bagger status, in order to switch the bottles to the right machine and avoid stoppages.
Maximum bag dimensions: The ELV122 handles bags up to 1200 x 1200 mm.
ADVANTAGES
- The bag elevator transports the products on a high level.
- Keeps the entrance open between different bagging machines, good accessibility.
- Only one shrinking tunnel / palletizer for multiple machines. As a result, you can centralise the bag packing.
RELATED MACHINES
Bagging machines: DB112, DB122, DB142, DB222
Shrinking tunnel: WEL110, WEL115