PET
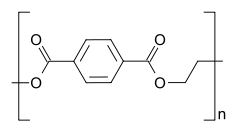
Polietilén-tereftalát (néha írva poli (etilén-tereftalát)), általában rövidítve PET, PETE, vagy az elavult PETP vagy PET-P, a leggyakoribb hőre lágyuló polimer gyanta poliészter családban és ruházati szálakban használják, konténerek folyadékokhoz és élelmiszerekhez, hőformázás gyártáshoz és üvegszállal kombinálva műszaki gyantákhoz.
Erre utalhat márkanév is Dacron; Britanniában, Terylene; vagy Oroszországban és a volt Szovjetunióban, Lavsan.
A világ PET-termelésének döntő része szintetikus szálakból származik (meghaladja a 60% -ot), a palackgyártás a globális kereslet mintegy 30% -át teszi ki. A textilipari alkalmazások kapcsán a PET-t közönséges nevével, poliészter, míg a rövidítés PET általában a csomagoláshoz használják. A poliészter teszi ki a világ polimertermelésének körülbelül 18% -át, és a negyedik leggyakrabban előállított polimer; polietilén(LÁB), polipropilén (PP) és polivinil-klorid (PVC) első, második és harmadik.
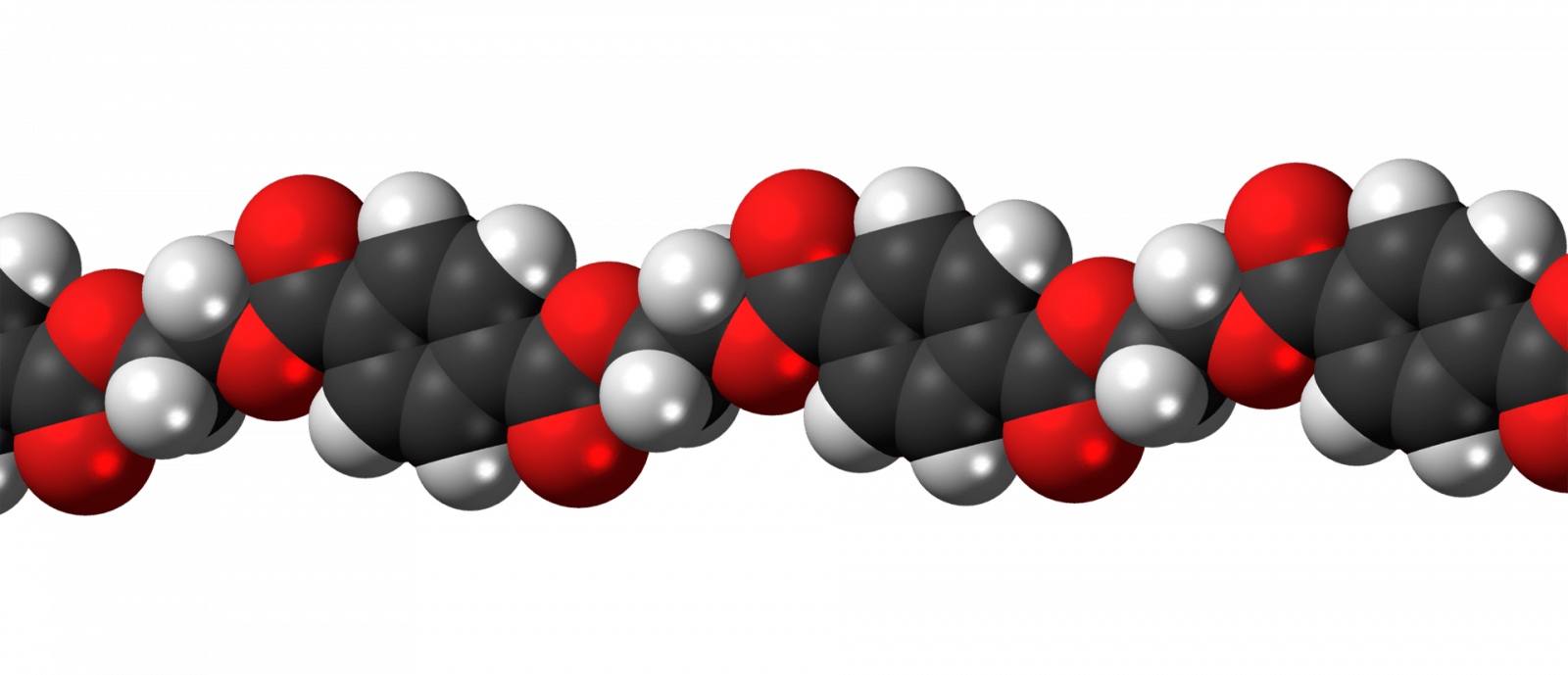
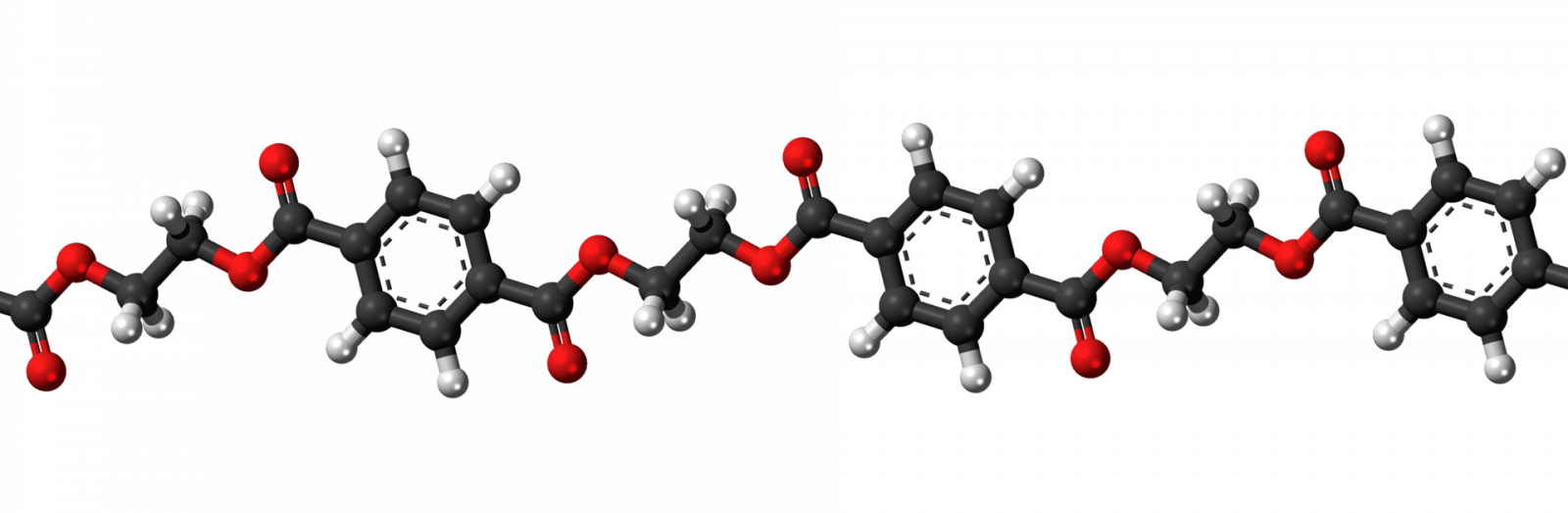
A PET áll polimerizált egységek monomer etilén-tereftalát, ismétlődő (C10H8O4) egységek. A PET-et általában újrahasznosítják, és megvan a száma 1 mint újrahasznosítási szimbólum.
A polietilén-tereftalát feldolgozásától és termikus történetétől függően amorf (átlátszó) és félig kristályos polimer. A félkristályos anyag kristályszerkezetétől és szemcseméretétől függően átlátszónak (szemcseméret <500 nm) vagy átlátszatlannak és fehérnek (néhány mikrométeres szemcseméretig) tűnhet. Monomerje bisz (2-hidroxi-etil) -tereftalát szintetizálható a észterező reakció között tereftálsav és a etilén-glikol melléktermékként vízzel, vagy átészterezés reakció között etilén-glikol és a dimetil-tereftalát val vel metanol mint melléktermék. A polimerizáció a polikondenzáció a monomerek reakcióját (közvetlenül észterezés / átészterezés után) vízzel, mint melléktermékkel reagáltatjuk.
| nevek | |
|---|---|
| IUPAC név
Poli (etil-benzol-1,4-dikarboxilát)
|
|
| azonosítók | |
| 25038-59-9 |
|
| Rövidítések | PET, PETE |
| Ingatlanok | |
| (C10H8O4)n | |
| Moláris tömeg | változó |
| Sűrűség | 1.38 g / cm3 (20 ° C), amorf: 1.370 g / cm3, monokristály: 1.455 g / cm3 |
| Olvadáspont | > 250 ° C, 260 ° C |
| Forráspont | > 350 ° C (bomlik) |
| gyakorlatilag oldhatatlan | |
| Hővezető | 0.15-0.24 W m-1 K-1 |
|
Törésmutató(nD)
|
1.57–1.58, 1.5750 |
| Termokémia | |
| 1.0 kJ / (kg · K) | |
| Kapcsolódó vegyületek | |
|
Összefüggő Monomerek
|
Tereftalinsav Etilén-glikol |
|
Eltérő rendelkezés hiányában az anyagokat a normál állapot (25 ° C-on [77 ° C], 100 kPa).
|
|
Felhasználás
Mivel a PET kiváló víz- és nedvességgátló anyag, a PET-ből készült műanyag palackokat széles körben használják üdítőitalokhoz (lásd a karbonizációt). Bizonyos speciális palackokhoz, például a sörtartáshoz használt palackokhoz, a PET egy további polivinil-alkohol (PVOH) réteget szendvicsel, hogy tovább csökkentse oxigénáteresztő képességét.
Biaxiálisan orientált PET a film (gyakran egyik kereskedelmi nevén, a „Mylar” néven ismert) aluminizálható, ha egy vékony fémréteget elpárologtatnak rá, hogy csökkentse annak áteresztőképességét, valamint fényvisszaverővé és átlátszatlanná tegye (Mpet). Ezek a tulajdonságok számos alkalmazásban hasznosak, ideértve a rugalmas ételeket is csomagolás és a hőszigetelés. Lát: "űr takarók“. Nagy mechanikai szilárdsága miatt a PET-fóliát gyakran használják szalagos alkalmazásokban, például a mágneses szalag hordozójában vagy a nyomásérzékeny ragasztószalagok hátlapjában.
Nem orientált PET lemez lehet hőkezeléssel csomagolótálcák és buborékfóliák készítéséhez. Kristályosítható PET használata esetén a tálcák felhasználhatók fagyasztott vacsorákra, mivel ellenállnak mind a fagyasztás, mind a sütő sütési hőmérsékleteinek. Az amorf PET-vel szemben, amely átlátszó, a kristályosítható PET vagy CPET általában fekete színű.
Üvegrészecskékkel vagy szálakkal feltöltve ez jelentősen merevebb és tartósabb.
A PET-t szintén szubsztrátumként használják vékonyrétegű napelemekben.
A terelént a harangszál tetejére is illesztik, hogy megakadályozzák a kötelek kopását, mivel azok átmennek a mennyezeten.
Történelem
A PET-et 1941-ben szabadalmaztatta John Rex Whinfield, James Tennant Dickson és munkáltatójuk, az angliai Manchesteri Calico Printers Association. Az amerikai Delaware-ben működő EI DuPont de Nemours először 1951 júniusában használta a Mylar védjegyet, és 1952-ben kapta meg a bejegyzést. Ez a mai napig a legismertebb név, amelyet a poliészter fóliához használnak. A védjegy jelenlegi tulajdonosa a DuPont Teijin Films US, egy japán céggel kötött partnerség.
A Szovjetunióban a PET-t először a Szovjetunió Tudományos Akadémiájának Magas Molekuláris Vegyületeket Kutató Intézetének laboratóriumaiban gyártották 1949-ben, és a neve „Lavsan” ennek rövidítése (laборатории Института высокомолекулярных соединений Академии наук СССР).
A PET-palackot 1973-ban szabadalmazta Nathaniel Wyeth.
Fizikai tulajdonságok
A PET természetes állapotában színtelen, félkristályos gyanta. Feldolgozásának módja alapján a PET félig merev és merev lehet, és nagyon könnyű. Ez jó gáz- és tisztességes nedvességgátlót, valamint jó gátat képez az alkohollal szemben (további „gátkezelést igényel”) és oldószereket. Erős és ütésálló. A PET kloroform és bizonyos egyéb vegyi anyagok, például toluol hatására fehér lesz.
Körülbelül 60% kristályosodás a felső határ a kereskedelmi termékekben, a poliészter szálak kivételével. Tiszta termékek előállíthatók olvadt polimer gyors hűtéssel T hőmérsékleteng üvegesedési hőmérsékleten amorf szilárd anyag képződik. Az üveghez hasonlóan az amorf PET akkor is képződik, ha molekuláinak nincs elegendő idő arra, hogy rendezett, kristályos formában rendezkedjenek be, miközben az olvadék lehűl. Szobahőmérsékleten a molekulák a helyükre fagynak, de ha elegendő hőenergiát visszahelyeznek beléjük T feletti melegítésselg, újra elkezdenek mozogni, lehetővé téve a kristályok magjának kialakulását és növekedését. Ezt az eljárást szilárdtest kristályosításnak nevezzük.
Ha lassan lehűlni hagyjuk, az olvadt polimer kristályosabb anyagot képez. Ennek az anyagnak van szferolitjainak sok aprót tartalmaz krisztallitok amorf szilárd anyagból kristályosítva, nem pedig egy nagy monokristályt képezve. A fény hajlamos szétszóródni, mivel átlépte a határokat a kristályok és az azok közötti amorf régiók között. Ez a szórás azt jelenti, hogy a kristályos PET a legtöbb esetben átlátszatlan és fehér. A rosthúzás azon kevés ipari folyamat közé tartozik, amelyek szinte egykristályos terméket állítanak elő.
Belső viszkozitás

A PET egyik legfontosabb tulajdonsága a következő belső viszkozitás (IV)
Az anyag belső viszkozitása, amelyet a relatív viszkozitás nullára történő extrapolálásával és a koncentrációhoz mért deciliter grammonként (dℓ / g). A belső viszkozitás a polimer láncainak hosszától függ, de nincs egysége, mivel nullkoncentrációra extrapolálják. Minél hosszabb a polimer lánc, annál több összefonódás van a láncok között, és ezért nagyobb a viszkozitása. Egy adott gyanta-tétel lánchosszának átlagos hossza az alatt szabályozható polikondenzáció.
A PET belső viszkozitási tartománya:
Rost minőségű
- 0.40–0.70 textil
- 0.72–0.98 műszaki, gumiabroncs huzal
Filmminőség
- 0.60-0.70 BOPET (biaxiálisan orientált PET film)
- 0.70–1.00 Lemezminőség hőformázás
Üvegminőség
- 0.70–0.78 vizes palackok (lapos)
- 0.78–0.85 szénsavas üdítőital
Monofil, műanyag műanyag
- 1.00-2.00
Szárítás
A PET az nedvszívó, ami azt jelenti, hogy felszívja a vizet a környezetéből. Amikor azonban ezt a „nedves” PET-t felmelegítik, a víz hidrolizál csökkenti ellenálló képességét. Ennélfogva, mielőtt a gyantát fröccsöntőgépben feldolgozni lehet, meg kell szárítani. A szárítást a párátlanítót vagy szárítókat, mielőtt a PET-t bejuttatnák a feldolgozóberendezésbe.
A szárító belsejében forró, száraz levegőt pumpálnak a gyantát tartalmazó garat aljába úgy, hogy az a pelleteken keresztül feláramoljon, eltávolítva ezzel a nedvességet. A forró nedves levegő elhagyja a garat tetejét, és először átfolyik egy utóhűtőn, mert a hideg levegőből könnyebb eltávolítani a nedvességet, mint a forró levegőből. A kapott hűvös nedves levegőt ezután szárítóágyon vezetik át. Végül a szárítóágyat elhagyó hűvös száraz levegőt egy technológiai fűtőberendezésben újra felmelegítik, és ugyanazon folyamatokon keresztül zárt hurokban visszaküldik. A feldolgozás előtt általában a gyanta maradék nedvességszintjének kevesebbnek kell lennie, mint 50 ppm (vízrész millió gyanta részre). A szárító tartózkodási ideje nem lehet rövidebb, mint körülbelül négy óra. Ennek oka, hogy az anyag kevesebb mint 4 órán belüli szárításához 160 ° C feletti hőmérsékletre van szükség, ezen a szinten hidrolízis a pellet belsejében kezdődne, mielőtt kiszáradnának.
A PET sűrített levegős gyanta szárítókban is szárítható. A sűrített levegő szárítók nem használják újra a szárító levegőt. A száraz, melegített sűrített levegőt a PET-pelleteken keresztül keringtetik, mint a szárítószerben, majd a légkörbe engedik.
kopolimerek
A tiszta (homopolimer) PET, a PET módosította kopolimerizáció szintén elérhető.
Bizonyos esetekben a kopolimer módosított tulajdonságai kívánatosabbak egy adott alkalmazáshoz. Például, ciklohexán-dimetanol (CHDM) hozzáadható a polimer gerincéhez etilén-glikol. Mivel ez az építőelem sokkal nagyobb (további 6 szénatom), mint az általa helyettesített etilén-glikol-egység, nem illeszkedik a szomszédos láncokhoz, ahogyan egy etilén-glikol-egység tenné. Ez megzavarja a kristályosodást és csökkenti a polimer olvadási hőmérsékletét. Általában az ilyen PET PETG vagy PET-G néven ismert (polietilén-tereftalát-glikollal módosított; az Eastman Chemical, az SK Chemicals és az Artenius Italia néhány PETG-gyártó). A PETG tiszta amorf hőre lágyuló műanyag, amelyet fröccsöntéssel vagy lapos extrudálással lehet elkészíteni. A feldolgozás során színezhető.
Egy másik általános módosító izoftalinsav, amely az 1,4- (para-) összekapcsolva tereftalát egység. Az 1,2- (orto-) vagy 1,3- (meta-) a kötés egy szöget hoz létre a láncban, amely szintén zavarja a kristályosságot.
Az ilyen kopolimerek előnyösek bizonyos formázási célokra, például hőformázás, amelyet például tálca vagy buborékcsomagolás készítésére használnak együtt-PET-fólia, vagy amorf PET-lemez (A-PET) vagy PETG-lemezből. Másrészt, a kristályosodás fontos más alkalmazásokban, például a biztonsági öveknél, ahol a mechanikai és a méretstabilitás fontos. PET-palackok esetén kis mennyiségű izoftalinsav (CHDM) használata dietilénglikol (DEG) vagy más komonomerek hasznosak lehetnek: ha csak kis mennyiségű komonomert használunk, akkor a kristályosodás lelassul, de ezt nem akadályozzuk meg teljesen. Ennek eredményeként a palackok beszerezhetők a következő útján: nyújtófúvásos fröccsöntés („SBM”), amelyek egyszerre elég átlátszók és kristályosak ahhoz, hogy megfelelő gátat képezzenek az aromáknak, sőt a gázoknak, például a szénsavnak a szénsavas italokban.
Termelés

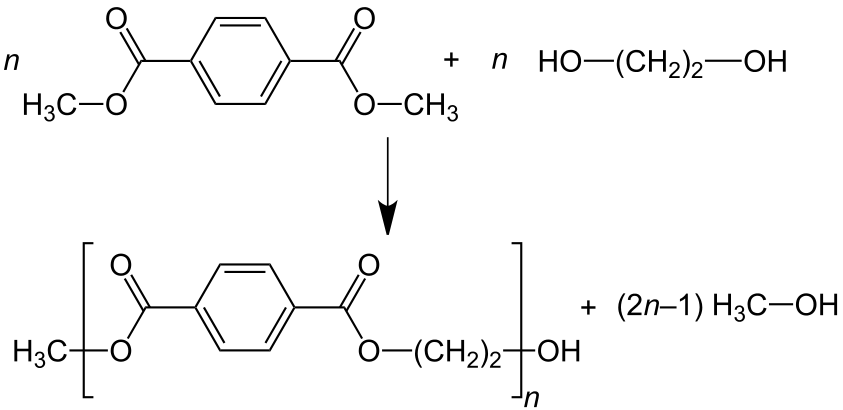
Polietilén-tereftalátot állítanak elő etilén-glikol és a dimetil-tereftalát (C6H4(CO2CH3)2), Vagy tereftálsav.
Az előbbi egy átészterezés reakció, míg az utóbbi egy észterező reakció.
Dimetil-tereftalát-eljárás
In dimetil-tereftalát eljárás során ezt a vegyületet és az etilén-glikol felesleget olvadékban 150-200 ° C-on reagáltatjuk a bázikus katalizátor. metanol (CH3OH) desztillációval eltávolítják a reakció előrehaladását. Az etilén-glikol feleslegét magasabb hőmérsékleten desztilláljuk vákuum segítségével. A második átészterezési lépés 270–280 ° C-on megy végbe, az etilén-glikol folyamatos desztillálásával is.
A reakciókat az alábbiak szerint idealizáljuk:
- Az első lépés
- C6H4(CO2CH3)2 + 2 ÓRA2CH2OH → C6H4(CO2CH2CH2Ó)2 + 2 ch3OH
- Második lépés
- n C6H4(CO2CH2CH2Ó)2 → [(CO) C6H4(CO2CH2CH2O)]n + n MAGAS2CH2OH
Tereftalinsav-folyamat
A tereftálsav Az etilén-glikol és a tereftálsav észterezését közvetlenül mérsékelt nyomáson (2.7–5.5 bar) és magas hőmérsékleten (220–260 ° C) végezzük. A vizet a reakció során eltávolítjuk, és desztillációval is folyamatosan eltávolítjuk:
- n C6H4(CO2H)2 + n MAGAS2CH2OH → [(CO) C6H4(CO2CH2CH2O)]n + 2n H2O
degradáció
A PET a feldolgozás során különféle típusú lebontásoknak van kitéve. A főbb lebomlás hidrolitikus és valószínűleg legfontosabb termikus oxidáció. Amikor a PET lebomlik, számos dolog történhet: elszíneződés, lánc szétválás ami csökkentett molekulatömeget eredményez, és acetaldehidés cross-link („Gél” vagy „halszem” képződés). Az elszíneződés a különféle kromofór rendszerek kialakulásának köszönhető, magas hőmérsékleten történő hosszan tartó hőkezelést követően. Ez akkor válik problémává, ha a polimer optikai követelményei nagyon magasak, például csomagolási alkalmazásoknál. A termikus és termooxidatív lebomlás gyenge feldolgozhatósági tulajdonságokat és az anyag teljesítményét eredményezi.
Ennek egyik módja az a használata kopolimer. Komonomerek, például CHDM vagy izoftalinsav csökkentsék az olvadási hőmérsékletet és csökkentsék a PET kristályossági fokát (különösen akkor fontos, ha az anyagot üveg gyártásához használják). Így a gyanta plasztikusan alakítható ki alacsonyabb hőmérsékleten és / vagy alacsonyabb erővel. Ez elősegíti a lebomlás megakadályozását, és a késztermék acetaldehid tartalmát elfogadható (vagyis észrevétlen) szintre csökkenti. Lát kopolimerek, felett. A polimer stabilitásának javításának másik módja a stabilizátorok, főként antioxidánsok, mint például a foszfitok. Az utóbbi időben fontolóra vették az anyag molekuláris szintű stabilizálását nanostrukturált vegyi anyagokkal is.
acetaldehid
acetaldehid színtelen, illékony anyag, gyümölcsillatú. Noha egyes gyümölcsökben természetes módon képződik, a palackozott vízben mellékízt okozhat. Az acetaldehid a PET bomlásával képződik az anyag nem megfelelő kezelése révén. A magas hőmérséklet (a PET 300 ° C vagy 570 ° F fölött bomlik), a nagy nyomás, az extruder sebessége (a túlzott nyíróáram megemeli a hőmérsékletet) és a hosszú hordó tartózkodási idő hozzájárulnak az acetaldehid előállításához. Az acetaldehid előállításakor annak egy része oldott marad a tartály falában, majd azután diffúzió a belsejében tárolt termékbe, megváltoztatva az ízét és aromáját. Ez nem olyan probléma a fogyóeszközök (például sampon), a gyümölcslevek (amelyek már tartalmaznak acetaldehidet), valamint az erős ízű italok, például üdítőitalok esetében. A palackozott víz esetében azonban az alacsony acetaldehid-tartalom nagyon fontos, mivel ha semmi nem takarja el az aromát, akkor az acetaldehid rendkívül alacsony koncentrációja (10–20 milliárd rész vízben) is kiválthatja az ízét.
Antimon
Antimon (Sb) egy metalloid elem, amelyet katalizátorként használnak olyan vegyületek formájában, mint például antimon-trioxid (Sb2O3) vagy antimon-triacetát a PET előállításában. A gyártás után kimutatható mennyiségű antimon található a termék felületén. Ezt a maradékot mosással eltávolíthatjuk. Az antimon maga is az anyagban marad, és így élelmezéshez és italokhoz vándorolhat. A PET forrásának vagy mikrohullámú hatásának való kitettsége jelentősen megnövelheti az antimonszintet, valószínűleg meghaladja az USEPA maximális szennyezettségi szintjét. Az ivóvíz határértéke a WHO szerint 20 rész / milliárd (WHO, 2003), az ivóvíz-határ pedig az USA-ban 6 milliomod rész. Noha az antimon-trioxid orálisan alkalmazva alacsony toxicitású, jelenléte továbbra is aggodalomra ad okot. A svájci Népegészségügyi Szövetségi Hivatal az antimonvándorlás mértékét vizsgálta, összehasonlítva a PET-be palackozott vizeket és az üvegeket: A PET-palackokban lévő víz antimonkoncentrációja magasabb volt, de még mindig jóval a megengedett maximális koncentráció alatt. A svájci szövetségi közegészségügyi hivatal arra a következtetésre jutott, hogy kis mennyiségű antimon vándorol a PET-ből palackozott vízbe, de az ebből fakadó alacsony koncentrációk egészségügyi kockázata elhanyagolható (atolerálható napi bevitel”Által meghatározott WHO). Egy későbbi (2006), de szélesebb körben publikált tanulmány hasonló mennyiségű antimonot talált a vízben PET-palackokban. A WHO közzétette az ivóvízben lévő antimon kockázatértékelését.
Az Egyesült Királyságban a PET-ben előállított és palackozott gyümölcslé-koncentrátumok (amelyekre vonatkozóan nincs meghatározva irányelv) megállapították, hogy legfeljebb 44.7 µg / l antimonot tartalmaznak, ami jóval meghaladja az csapvíz 5 µg / l.
Biológiai lebomlás
nocardia képes észtereáz enzimmel lebontani a PET-et.
A japán tudósok baktériumot izoláltak Ideonella Sakiensis két enzimmel rendelkezik, amelyek a PET-et kisebb darabokra bontják, amelyeket a baktérium emészthet. Egy kolónia I. Sakaiensis körülbelül hat héten belül széteshet egy műanyag film.
Biztonság
Megjegyzés: Environmental Health Perspectives 2010. áprilisában arra utalt, hogy a PET hozamot hozhat az endokrin rendszert károsító közismert körülmények között, és javasolt kutatást folytatnak erről a témáról. A javasolt mechanizmusok magukban foglalják a ftalátok valamint a antimon. Cikk a A Környezetfigyelési Folyóirat 2012 áprilisában arra a következtetésre jut, hogy az antimonkoncentráció Romániában ionmentes víz PET palackokban tárolva az EU elfogadható határain belül marad, még akkor is, ha rövid ideig 60 ° C-ig (140 ° F) hőmérsékleten tárolják, míg a palackozott tartalom (víz vagy üdítő) alkalmanként meghaladhatja az EU-s határértéket, kevesebb mint egy éves szobai tárolás után hőfok.
Palackfeldolgozó berendezések

Két alapvető öntési módszer létezik a PET palackok számára, egy- és kétlépcsős. Kétlépcsős öntéskor két különálló gépet használnak. Az első gépi befecskendezés az alapanyagot, amely hasonlít egy kémcsőre, a palack kupak menetével már a helyére van öntve. A cső teste lényegesen vastagabb, mivel a második lépésben a végső alakjába felfújódik nyújtófúvásos fröccsöntés.
A második lépésben az előformákat gyorsan melegítjük, majd felfújjuk egy kétrészes öntőformához, hogy azok a palack végső formájává váljanak. Az előgyártásokat (nem befújt palackokat) maguknak is robusztus és egyedi konténerekként használják; Az újdonságon kívül néhány Vöröskereszt-fejezet az Élet ampullája program részeként terjeszti azokat a háztulajdonosok számára az egészségügyi kórtörténet tárolására a sürgősségi ellátók számára. Az előgyártmányok egyre gyakoribb felhasználása a Geocaching kültéri tevékenységekben használt konténerek.
Egylépéses gépeknél az egész folyamat az alapanyagoktól a kész tartályig egy gépen belül zajlik, így különösen alkalmas a nem szabványos formák öntésére (egyedi formázás), beleértve az üvegeket, lapos ovális, lombik alakúkat stb. A legnagyobb érdeme a hely, a termékkezelés és az energia csökkentése, valamint a vizuális minőség jóval magasabb, mint amit a kétlépcsős rendszer képes elérni.
Poliészter újrahasznosító ipar
2016-ban a becslések szerint évente 56 millió tonna PET-t termelnek.
Noha a legtöbb hőre lágyuló műanyag elvben újrahasznosítható, PET palack újrahasznosítás praktikusabb, mint sok más műanyag alkalmazás, a gyanta magas értéke és a PET szinte kizárólagos használata miatt széles körben használt víz és szénsavas üdítőitalok palackozására. A PET-nek van gyanta azonosító kód A 1. Az újrahasznosított PET legfontosabb felhasználása a poliészter rost, hevederes és nem élelmiszer-tartályok.
A PET újrahasznosíthatósága és a fogyasztói hulladék palackok formájában a PET gyorsan növekszik piaci részesedése szőnyegszálként. Mohawk Industries kiadta az everSTRAND-ot 1999-ben, egy 100% -ban újrahasznosított PET-szálas anyagot a fogyasztó számára. Azóta több mint 17 milliárd palack került újrahasznosításra szőnyegszálré. A Pharr Yarns, számos szőnyeggyártó beszállítója, beleértve a Looptexet, a Dobbs Mills-t és a Berkshire Flooring-ot, BCF (folyamatos ömlesztett szál) PET szőnyegszálat állít elő, amely legalább 25% újrahasznosított fogyasztót tartalmaz.
A PET, mint sok műanyag esetében, kiválóan alkalmas hőkezelésre (égetés), mivel szénből, hidrogénből és oxigénből áll, és csak nyomnyi mennyiségű katalizátor elemet tartalmaz (de ként nem tartalmaz). A PET rendelkezik a lágy szén energiatartalmával.
A polietilén-tereftalát vagy a PET vagy a poliészter újrahasznosítása során általában két módszert kell megkülönböztetni:
- A kémiai újrahasznosítás az eredeti alapanyagokká tisztítva tereftálsav (PTA) vagy dimetil-tereftalát (DMT) és etilén-glikol (EG) ahol a polimer szerkezete teljesen megsemmisül, vagy olyan közbenső termékekben, mint például bisz (2-hidroxi-etil) -tereftalát
- A mechanikus újrahasznosítás, ahol az eredeti polimer tulajdonságokat fenntartják vagy helyreállítják.
A PET kémiai újrahasznosítása csak évi 50,000 2000 tonna feletti nagy kapacitású újrahasznosító sorok alkalmazásával lesz költséghatékony. Ilyen vonalak csak akkor láthatók, ha egyáltalán vannak, a nagyon nagy poliésztergyártók gyártóhelyein. A múltban számos ipari méretű kísérletet hajtottak végre ilyen vegyi újrahasznosító üzemek létesítésére, de nem mutattak be sikert. Még a japán ígéretes kémiai újrahasznosítás eddig nem vált ipari áttörésré. Ennek két oka a következő: először is nehéz a következetes és folyamatos hulladék palackok ilyen hatalmas mennyiségű beszerzése egyetlen helyszínen, másodszor pedig az összegyűjtött palackok folyamatosan növekvő árai és árainak ingadozása. A bálázott palackok árai például a 2008 és 50 közötti időszakban körülbelül 500 euró / tonna-ról 2008-ban meghaladták az XNUMX eurót / tonna.
A polimer állapotban lévő PET mechanikus újrahasznosítása vagy közvetlen keringése manapság a legváltozatosabb változatokban működik. Az ilyen típusú folyamatok jellemzőek a kis- és középvállalkozásokra. A költséghatékonyság már évi 5000–20,000 XNUMX tonna üzemi kapacitással érhető el. Ebben az esetben manapság szinte mindenféle újrahasznosított anyag visszacsatolás lehetséges az anyagforgalomba. Ezeket a változatos újrahasznosítási folyamatokat a továbbiakban részletesen tárgyaljuk.
A vegyi szennyeződéseken és bomlás az első feldolgozás és felhasználás során előállított termékek, a mechanikai szennyeződések képviselik az újrafeldolgozási folyamatban a minőségi szempontból értékcsökkenő szennyeződések fő részét. Az újrahasznosított anyagokat egyre inkább bevezetik a gyártási folyamatokba, amelyeket eredetileg csak új anyagokra terveztek. Ezért a hatékony válogatás, szétválasztás és tisztítás a legfontosabb az újrahasznosított poliészter esetében.
A poliészter újrahasznosítási iparról beszélve elsősorban a PET palackok újrahasznosítására koncentrálunk, amelyeket időközben mindenféle folyékony csomagoláshoz használnak, például vizet, szénsavas üdítőitalokat, gyümölcsleveket, sört, szószokat, mosószereket, háztartási vegyszereket és így tovább. A palackok alakja és állagának köszönhetően könnyen megkülönböztethetők, és automatikus vagy kézi válogatás útján választhatók el a műanyag hulladéktól. A bevált poliészter újrahasznosítási ipar három fő részből áll:
- PET palackok gyűjtése és hulladék szétválasztása: hulladék logisztika
- Tiszta palack pehely előállítása: pehely előállítása
- PET-pehely átalakítása végtermékké: pehelyfeldolgozás
Az első szakasz közbenső terméke bálázott palackhulladék, amelynek PET-tartalma meghaladja a 90% -ot. A leggyakoribb kereskedési forma a bála, de a téglalapú vagy akár laza is, előre darabolt palackok gyakoriak a piacon. A második szakaszban az összegyűjtött palackokat tiszta PET palackpelyhekké konvertálják. Ez a lépés többé-kevésbé bonyolult és bonyolult lehet a kívánt végső pehelyminőségtől függően. A harmadik lépés során a PET palackpelyheket bármilyen termékké feldolgozzák, például film, palack, rost, rost, heveder vagy közbenső termékek, például pellet további feldolgozásra és műanyagok előállítására.
Ezen kívül a külső (fogyasztó utáni) poliészter palackok újrahasznosítása mellett számos belső (fogyasztás előtti) újrahasznosítási eljárás létezik, amelyek során az elpazarolt polimer anyag nem lép ki a termelési helyről a szabad piacra, hanem ugyanazon gyártási körben újrahasznosítják. Ilyen módon a rosthulladékot közvetlenül újrafelhasználják a rost előállításához, az előgyártott hulladékot közvetlenül újrafelhasználják az előforma előállításához, és a filmhulladékot közvetlenül újrafelhasználják a film előállításához.
PET palack újrahasznosítás
Tisztítás és fertőtlenítés
Bármely újrahasznosítási koncepció sikere rejlik a tisztítás és a szennyezésmentesítés hatékonyságában, a feldolgozás során a megfelelő helyen és a szükséges vagy kívánt mértékben.
Általánosságban az alábbiak vonatkoznak: Minél előbb a folyamatban eltávolítják az idegen anyagokat, és minél alaposabban megtörténik, annál hatékonyabb a folyamat.
A magasság lágyító A PET hőmérséklete a 280 ° C (536 ° F) tartományban az oka annak, hogy szinte minden általános szerves szennyeződés, mint pl PVC, PLA, poliolefin, kémiai cellulóz- és papírrost, polivinil-acetát, olvadékragasztó, színezékek, cukor és fehérje a maradékokat színes bomlástermékekké alakítják, amelyek viszont reaktív bomlástermékeket szabadíthatnak fel. Ezután a polimerlánc hibáinak száma jelentősen megnő. A szennyeződések részecskeméret-eloszlása nagyon széles, a nagy, 60–1000 µm-es részecskék - amelyek szabad szemmel láthatók és könnyen szűrhetők - a kisebbik rosszat képviselik, mivel teljes felületük viszonylag kicsi, és ezért a lebomlási sebesség kisebb. Viszonylag nagyobb a mikroszkopikus részecskék hatása, amelyek - mivel sok vannak - növelik a polimer hibáinak gyakoriságát.
Az a mottó, hogy „amit a szem nem lát, a szív nem szomoríthat el”, sok újrahasznosítási folyamatban nagyon fontosnak tartják. Ezért a hatékony szétválogatás mellett a látható szennyező részecskék olvadékszűrési eljárásokkal történő eltávolítása ebben az esetben különös szerepet játszik.
Általánosságban elmondható, hogy az összegyűjtött palackokból származó PET palackpehely előállításának folyamatai ugyanolyan sokoldalúak, mint a különböző hulladékáramok összetételükben és minőségükben eltérőek. Tekintettel a technológiára, ennek nem csak egy módja van. Eközben számos mérnöki vállalat kínál pehelygyártó üzemeket és alkatrészeket, és nehéz eldönteni egyik vagy másik üzem kialakítását. Ennek ellenére vannak olyan folyamatok, amelyek megosztják ezeket az elveket. Az alapanyag összetételétől és szennyeződési szintjétől függően a következő általános eljárási lépéseket kell alkalmazni.
- Bálanyitás, brikettnyitás
- Válogatás és kiválasztás a különböző színekhez, idegen polimerekhez, különösen a PVC-hez, idegen anyagokhoz, film, papír, üveg, homok, talaj, kövek és fémek eltávolításához
- Előmosás vágás nélkül
- Durva vágás szárazon vagy kombinálva az előmosáshoz
- Kövek, üveg és fém eltávolítása
- Levegő szitálás a film, a papír és a címkék eltávolításához
- Csiszolás, száraz és / vagy nedves
- Az alacsony sűrűségű polimerek (csészék) eltávolítása sűrűségbeli különbségek alapján
- Hot-mosás
- Lúgos mosás és felületi maratás, a belső viszkozitás és a szennyeződés megőrzése mellett
- Az öblítés
- Tiszta víz öblítés
- Szárítás
- A pelyhek szitálása
- Automatikus pehelyválogatás
- Vízkör és vízkezelési technológia
- Pehelyminőség-ellenőrzés



Szennyeződések és anyaghibák
A polimer anyagban felhalmozódó lehetséges szennyeződések és anyaghibák száma folyamatosan növekszik - mind feldolgozáskor, mind polimerek használatakor -, figyelembe véve a növekvő élettartamot, a növekvő végső felhasználásokat és az ismételt újrahasznosítást. Az újrahasznosított PET palackok tekintetében az említett hibákat a következő csoportokba lehet sorolni:
- A reaktív poliészter OH- vagy COOH-végcsoportok átalakulnak halott vagy nem-reakcióképes végcsoportokká, például vinil-észter-végcsoportok képződése tereftalátsav dehidratálásával vagy dekarboxilezésével, az OH- vagy COOH-végcsoportok reakciója monofunkcionális lebomlással olyan termékek, mint a monokarbonsavak vagy alkoholok. Az eredmények a csökkent reaktivitás az újra-polikondenzáció vagy az újra-SSP során és a molekulatömeg-eloszlás kiszélesítése.
- A végcsoport aránya a COOH végcsoportok irányába tolódik el, a termikus és oxidatív lebomlás révén. Ennek eredménye a reakcióképesség csökkenése és a sav-autokatalitikus bomlás növekedése hőkezelés során nedvesség jelenlétében.
- Növekszik a többfunkciós makromolekulák száma. Gélek és hosszú láncú elágazási hibák felhalmozódása.
- A nem polimerekkel azonos szerves és szervetlen idegen anyagok száma, koncentrációja és változatossága növekszik. Minden új termikus stressz esetén a szerves idegen anyagok bomlás útján reagálnak. Ez további degradációt támogató és színezőanyagok felszabadulását eredményezi.
- A poliészterből készült termékek felületén levegő (oxigén) és páratartalom mellett a hidroxid- és peroxidcsoportok képződnek. Ezt a folyamatot az ultraibolya fény gyorsítja. A hátsó kezelési folyamat során a hidrogén-peroxidok oxigéngyökök forrásai, amelyek az oxidatív lebomlás forrása. A hidrogén-peroxidok megsemmisítésére az első hőkezelés előtt vagy a lágyítás során kerül sor, és megfelelő adalékanyagokkal, például antioxidánsokkal támogatható.
Figyelembe véve a fent említett kémiai hibákat és szennyeződéseket, az újrahasznosítási ciklus során folyamatosan módosul a következő polimer tulajdonságok, amelyek kémiai és fizikai laboratóriumi elemzéssel kimutathatók.
Különösen:
- A COOH végcsoportok növekedése
- A színszám növekedése b
- A köd növekedése (átlátszó termékek)
- Az oligomer tartalom növekedése
- A szűrhetőség csökkenése
- A melléktermékek, például az acetaldehid, a formaldehid tartalom növekedése
- Az extrahálható idegen szennyező anyagok növekedése
- Csökken az L szín
- Csökkenése belső viszkozitás vagy dinamikus viszkozitás
- A kristályosodási hőmérséklet csökkenése és a kristályosodási sebesség növekedése
- A mechanikai tulajdonságok, például szakítószilárdság, meghosszabbítás vagy törés csökkenése rugalmassági modulus
- A molekulatömeg-eloszlás kibővítése
A PET-palackok újrahasznosítása időközben ipari szabványnak számít, amelyet számos mérnöki vállalat kínál.
Feldolgozási példák újrahasznosított poliészterre
A poliészterrel történő újrafeldolgozási folyamatok majdnem ugyanolyan változatosak, mint az elsődleges pelleteken vagy olvadékon alapuló gyártási eljárások. Az újrahasznosított anyagok tisztaságától függően a poliészter ma a legtöbb poliészter gyártási eljárásban felhasználható szűz polimerrel keverve vagy egyre inkább 100% -ban újrahasznosított polimerként. Néhány kivétel, mint például a kis vastagságú BOPET-film, speciális alkalmazások, például optikai fólia vagy FDY-fonással fonalak> 6000 m / perc sebességnél, a mikroszálak és a mikrorostok csak szűz poliészterből készülnek.
A palackpelyhek egyszerű újra-pelletizálása
Ez a folyamat abból áll, hogy a palackok hulladékát pelyhekké alakítják, a pelyhek szárításával és kristályosításával, lágyítással és szűréssel, valamint pelletizálással. A termék egy amorf újraszemcsés granulátum, amelynek belső viszkozitása 0.55–0.7 dℓ / g tartományban van, attól függően, hogy a PET-pelyhek teljes előszárítását hogyan végezték.
Különleges tulajdonságok a következők: Az acetaldehid és az oligomerek alacsonyabban vannak a pelletekben; a viszkozitás valahogy csökken, a pellet amorf, ezért további feldolgozás előtt kristályosítani és szárítani kell.
Feldolgozás ide:
- A-PET fólia hőformázás
- Kiegészítés a PET szűz előállításához
- BOPET csomagoló fólia
- PET palack gyanta az SSP-től
- Szőnyegfonal
- Műszaki műanyag
- Filaments
- Nem szőtt
- Csomagolási csíkok
- Vágott szál.
Az újra-pelletizáló módszer kiválasztása egy további átalakítási folyamat meglétét jelenti, amely egyrészt energiaigényes és költségigényes, és hőveszteséget okoz. A másik oldalon a granulálási lépés a következő előnyöket biztosítja:
- Intenzív olvadékszűrés
- Közbenső minőség-ellenőrzés
- Módosítás adalékanyagokkal
- Termékválasztás és minőség szerinti szétválasztás
- Növekedett a feldolgozási rugalmasság
- A minőség egységesítése.
PET-pellet vagy -pehely gyártása palackokhoz (palackról üvegre) és A-PET
Ez a folyamat elvileg hasonló a fent leírtakhoz; az előállított pelleteket azonban közvetlenül (folyamatosan vagy szakaszosan) kristályosítják, majd szilárd halmazállapotú polikondenzációnak (SSP) vetik alá szárítószárítóban vagy függőleges csőreaktorban. A feldolgozási lépés során a megfelelő 0.80–0.085 dℓ / g belső viszkozitás újra felépül, és ezzel egyidejűleg az acetaldehidtartalom <1 ppm-re csökken.
Az a tény, hogy néhány gépgyártó és gyártó Európában és az Egyesült Államokban erőfeszítéseket tesz az önálló újrahasznosítási folyamatok, például az úgynevezett palack-palack (B-2-B) folyamat, például BEPET, Seregélyek, Az URRC vagy a BÜHLER célja, hogy általában bizonyítást nyújtson be a szükséges extrakciós maradványok „létezéséről” és a modellszennyeződések FDA szerinti eltávolításáról, az úgynevezett provokációs teszt alkalmazásával, amely szükséges a kezelt poliészter alkalmazásához élelmiszer-ágazat. A folyamat jóváhagyása mellett mindazonáltal szükséges, hogy az ilyen folyamatok felhasználóinak folyamatosan ellenőrizniük kell az FDA-határértékeket az általa gyártott nyersanyagok számára.
A palackpelyhek közvetlen átalakítása
A költségek megtakarítása érdekében egyre több poliészter közbenső gyártó, például fonómalmok, hevederek vagy öntött filmgyárak dolgoznak a PET-pelyhek közvetlen felhasználásán, a használt palackok kezelésétől kezdve annak érdekében, hogy egyre nagyobb poliészter közbenső termékek száma. A szükséges viszkozitás beállításához a pelyhek hatékony szárítása mellett szükség lehet a viszkozitás helyreállítására polikondenzáció az olvadék fázisban vagy a szilárd halmazállapotú polikondenzációban. A legújabb PET-pehely-átalakítási eljárások ikercsigás extruderek, többcsavaros extruderek vagy többforgásos rendszerek alkalmazása és véletlenszerű vákuumgáz eltávolítása a nedvesség eltávolítása és a pelyhek előszárításának elkerülése érdekében. Ezek az eljárások lehetővé teszik a nem szárított PET-pelyhek átalakítását anélkül, hogy a hidrolízis által okozott jelentős viszkozitást csökkentenék.
Ami a PET palackpelyhek fogyasztását illeti, a körülbelül 70% -os fő rész szálakká és szálakká alakul. Ha közvetlenül másodlagos anyagokat, például palackpelyheket használunk a centrifugálási folyamatokban, néhány feldolgozási alapelvet kell beszerezni.
A POY előállításához használt nagysebességű centrifugálási folyamatoknak általában 0.62–0.64 dℓ / g viszkozitásra van szükségük. A palackpelyhektől kezdve a viszkozitást a szárítás mértékével lehet beállítani. A TiO további felhasználása2 teljes és félig tompa fonalhoz szükséges. A spinneretek védelme érdekében az olvadék hatékony szűrése mindenképpen szükséges. Egyelőre a 100% -ban újrahasznosított poliészterből előállított POY mennyisége meglehetősen alacsony, mivel ez a folyamat megköveteli a fonóolvadék nagy tisztaságát. Legtöbbször szűz és újrahasznosított pellet keverékét használják.
A vágott szálakat olyan belső viszkozitási tartományban centrifugálják, amely kissé alacsonyabb, és amelynek 0.58 és 0.62 dℓ / g között kell lennie. Ebben az esetben is a szükséges viszkozitást szárítás vagy vákuum beállításával állíthatjuk be vákuum extrudálás esetén. A viszkozitás beállításához azonban adjunk hozzá lánchossz-módosítót, például etilén-glikol or dietilénglikol szintén használható.
A nem szőtt fonás - a finom titer mezőben a textilipari felhasználáshoz, valamint a nehéz fonás - nem szövött alapanyagként, pl. A tetőfedőkhöz vagy az útépítéshez - üvegpehely fonásával állítható elő. A fonó viszkozitás ismét 0.58–0.65 dXNUMX / g tartományban van.
Az újrahasznosított anyagok felhasználásával egyre növekvő érdeklődés a nagy szilárdságú csomagoló csíkok és monofilumok gyártása. Mindkét esetben a kiindulási anyag főként újrahasznosított anyag, magasabb belső viszkozitású. Ezután nagy szilárdságú csomagolócsíkokat, valamint monofilszálakat gyártanak az olvadék centrifugálási folyamatában.
Újrahasznosítás a monomerekké
A polietilén-tereftalát depolimerizálható az alkotóelemek monomerjeinek előállítása céljából. Tisztítás után a monomerek felhasználhatók új polietilén-tereftalátok előállítására. A polietilén-tereftalát észterkötései hidrolízissel vagy átészterezéssel hasíthatók. A reakciók egyszerűen ellentétesek az alkalmazott reakciókkal termelésben.
Részleges glikolízis
A részleges glikolízis (etilén-glikollal végzett átészterezés) a merev polimert rövid szénláncú oligomerekké alakítja, amelyeket alacsony hőmérsékleten megolvaszthatunk. A szennyeződésektől való mentesítés után az oligomereket visszavezethetjük a polimerizáció előállítási folyamatába.
A feladat 10-25% palackpehely adagolása, a vonalban gyártott palackpelletek minőségének megőrzése mellett. Ezt a célt úgy érik el, hogy a PET-palackpelyhek lebontásával - már az első lágyításuk során, amelyet egy- vagy többcsavarú extruderben is elvégezhetnek - körülbelül 0.30 dℓ / g belső viszkozitású kis mennyiségű etilénglikol és az alacsony viszkozitású olvadékáramot hatékony szűrésnek vetjük alá közvetlenül a lágyítás után. Ezenkívül a hőmérsékletet a lehető legalacsonyabb értékre állítják. Ezenkívül ezen feldolgozási módszerrel a hidrogén-peroxidok kémiai bomlása lehetséges azzal, hogy közvetlenül a lágyításkor hozzáadunk egy megfelelő P-stabilizátort. A hidrogén-peroxid-csoportok megsemmisítését más eljárásokkal együtt már a pelyhekezelés utolsó lépése során is végrehajtják, például H3PO3. A részben glikolizált és finomra szűrt újrahasznosított anyagot folyamatosan táplálják az észterezési vagy előpolikondenzációs reaktorba, ennek megfelelően állítják be a nyersanyagok adagolási mennyiségét.
Teljes glikolízis, metanolízis és hidrolízis
Poliészter hulladék kezelése teljes glikolízissel a poliészter teljes átalakulására bisz (2-hidroxi-etil) -tereftalát (C6H4(CO2CH2CH2Ó)2). Ezt a vegyületet vákuumdesztillációval tisztítottuk, és az egyik köztitermék a poliésztergyártásban. A reakció a következő:
- [(CO) C6H4(CO2CH2CH2O)]n + n MAGAS2CH2Ó → n C6H4(CO2CH2CH2Ó)2
Ezt az újrahasznosítási utat Japánban ipari méretben hajtották végre kísérleti gyártásként.
A teljes glikolízissel hasonlóan a metanolízis a poliésztert is átalakítja dimetil-tereftalát, amely szűrhető és vákuumdesztillálható:
- [(CO) C6H4(CO2CH2CH2O)]n + 2n CH3Ó → n C6H4(CO2CH3)2
A metanolízist az iparban csak ritkán végzik el, mivel a dimetil-tereftalát alapú poliésztertermelés óriási mértékben csökkent, és sok dimetil-tereftalát-termelő eltűnt.
Mint fentebb, a polietilén-tereftalát hidrolizálható tereftálsavvá és etilén-glikol magas hőmérsékleten és nyomás alatt. A kapott nyers tereftálsavat tisztíthatjuk átkristályosítással az újrapolimerizációhoz megfelelő anyag előállítása:
- [(CO) C6H4(CO2CH2CH2O)]n + 2n H2O → n C6H4(CO2H)2 + n MAGAS2CH2OH
Úgy tűnik, hogy ez a módszer még nem került forgalomba.