ANIMAUX
Polyéthylène téréphtalate (parfois écrit poly(téréphtalate d'éthylène)), communément abrégé ANIMAUX, PETE, ou le PETP ou PET-P obsolète, est le plus courant thermoplastique polymère résine de polyester famille et est utilisé dans les fibres pour l'habillement, conteneurs pour les liquides et les aliments, le thermoformage pour la fabrication et en combinaison avec la fibre de verre pour les résines techniques.
Il peut également être désigné par le nom de la marque Dacron; en Grande-Bretagne, Terylene; ou, en Russie et dans l'ex-Union soviétique, Lavsan.
La majorité de la production mondiale de PET est destinée aux fibres synthétiques (plus de 60 %), la production de bouteilles représentant environ 30 % de la demande mondiale. Dans le cadre des applications textiles, le PET est désigné par son nom commun, polyester, alors que l'acronyme ANIMAUX est généralement utilisé en relation avec l’emballage. Le polyester représente environ 18 % de la production mondiale de polymères et est le quatrième plus produit. polymère; polyéthylène(PIED), polypropylène (PP) et chlorure de polyvinyle (PVC) sont respectivement premier, deuxième et troisième.
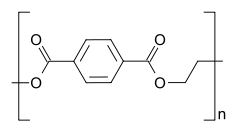
Le PET est constitué de polymérisé unités du monomère téréphtalate d'éthylène, avec répétition (C10H8O4) unités. Le PET est couramment recyclé et porte le numéro 1 comme symbole de recyclage.
En fonction de son traitement et de son historique thermique, le polyéthylène téréphtalate peut exister à la fois sous forme amorphe (transparente) et sous forme de polymère semi-cristallin. Le matériau semi-cristallin peut apparaître transparent (taille des particules < 500 nm) ou opaque et blanc (taille des particules jusqu'à quelques micromètres) en fonction de sa structure cristalline et de sa taille de particules. Son monomère téréphtalate de bis(2-hydroxyéthyle) peut être synthétisé par le estérification réaction entre acide téréphtalique et L'éthylène glycol avec de l'eau comme sous-produit, ou par transestérification réaction entre L'éthylène glycol et téréphtalate de diméthyle avec méthanol comme sous-produit. La polymérisation se fait par un polycondensation réaction des monomères (effectuée immédiatement après l'estérification/transestérification) avec de l'eau comme sous-produit.
| Des noms | |
|---|---|
| Nom IUPAC
Poly(éthylbenzène-1,4-dicarboxylate)
|
|
| Identifiants | |
| 25038-59-9 |
|
| Abréviations | PET, PET |
| biens | |
| (C10H8O4)n | |
| Masse molaire | variable |
| Densité | 1.38 g / cm3 (20 °C), amorphe: 1.370 g / cm3, monocristal: 1.455 g / cm3 |
| Point de fusion | > 250 °C, 260 °C |
| Point d'ébullition | > 350 °C (se décompose) |
| Pratiquement insoluble | |
| La conductivité thermique | 0.15 à 0.24 W·m-1 K-1 |
| 1.57-1.58, 1.5750 | |
| Thermochimie | |
| 1.0 kJ / (kg · K) | |
| Composés apparentés | |
|
Services Connexes Monomères
|
Acide téréphtalique Éthylène glycol |
|
Sauf indication contraire, les données sont données pour les matériaux dans leur état normal (à 25 °C [77 °F], 100 kPa).
|
|
Les usages
Le PET étant un excellent matériau faisant barrière à l’eau et à l’humidité, les bouteilles en plastique fabriquées à partir de PET sont largement utilisées pour les boissons gazeuses (voir carbonatation). Pour certaines bouteilles spécialisées, telles que celles destinées au confinement de la bière, le PET ajoute une couche supplémentaire d'alcool polyvinylique (PVOH) pour réduire davantage sa perméabilité à l'oxygène.
PET à orientation biaxiale Le film (souvent connu sous l'un de ses noms commerciaux, « Mylar ») peut être aluminisé en évaporant une fine pellicule de métal dessus pour réduire sa perméabilité et le rendre réfléchissant et opaque (PET). Ces propriétés sont utiles dans de nombreuses applications, notamment les aliments flexibles l'emballage et isolation thermique. Voir: "couvertures spatiales« . En raison de sa résistance mécanique élevée, le film PET est souvent utilisé dans les applications de rubans, comme le support de bandes magnétiques ou le support de rubans adhésifs sensibles à la pression.
La feuille PET non orientée peut être thermoformé pour réaliser des barquettes d'emballage et des blisters. Si du PET cristallisable est utilisé, les barquettes peuvent être utilisées pour des plats surgelés, car elles résistent aux températures de congélation et de cuisson au four. Contrairement au PET amorphe, qui est transparent, le PET cristallisable ou CPET a tendance à être de couleur noire.
Lorsqu'il est rempli de particules ou de fibres de verre, il devient nettement plus rigide et plus durable.
Le PET est également utilisé comme substrat dans les cellules solaires à couches minces.
Le térylène est également épissé dans les sommets des cordes de cloche pour aider à prévenir l'usure des cordes lorsqu'elles traversent le plafond.
Histoire
Le PET a été breveté en 1941 par John Rex Whinfield, James Tennant Dickson et leur employeur, la Calico Printers' Association de Manchester, en Angleterre. EI DuPont de Nemours dans le Delaware, aux États-Unis, a utilisé pour la première fois la marque Mylar en juin 1951 et l'a enregistrée en 1952. Il s'agit toujours du nom le plus connu utilisé pour les films polyester. Le propriétaire actuel de la marque est DuPont Teijin Films US, un partenariat avec une société japonaise.
En Union soviétique, le PET a été fabriqué pour la première fois dans les laboratoires de l’Institut des composés hautement moléculaires de l’Académie des sciences de l’URSS en 1949, et son nom « Lavsan » en est un acronyme (лаInstitut des banques высокомолекулярных соединений Аcadémies наук СССР).
La bouteille PET a été brevetée en 1973 par Nathaniel Wyeth.
Propriétés physiques
Le PET à l’état naturel est une résine incolore et semi-cristalline. Selon la façon dont il est traité, le PET peut être semi-rigide à rigide et il est très léger. Il constitue une bonne barrière contre les gaz et l’humidité, ainsi qu’une bonne barrière contre l’alcool (nécessite un traitement « barrière » supplémentaire) et les solvants. Il est solide et résistant aux chocs. Le PET devient blanc lorsqu’il est exposé au chloroforme ainsi qu’à certains autres produits chimiques tels que le toluène.
Environ 60 % de cristallisation est la limite supérieure pour les produits commerciaux, à l'exception des fibres de polyester. Des produits clairs peuvent être produits en refroidissant rapidement le polymère fondu en dessous de Tg température de transition vitreuse pour former un solide amorphe. Comme le verre, le PET amorphe se forme lorsque ses molécules n’ont pas suffisamment de temps pour s’organiser de manière cristalline et ordonnée lors du refroidissement de la masse fondue. À température ambiante, les molécules sont gelées sur place, mais si suffisamment d'énergie thermique leur est restituée en chauffant au-dessus de Tg, ils recommencent à bouger, permettant aux cristaux de se nucléer et de se développer. Cette procédure est connue sous le nom de cristallisation à l’état solide.
Lorsqu'on le laisse refroidir lentement, le polymère fondu forme un matériau plus cristallin. Ce matériel a sphérulites contenant de nombreux petits cristallites lorsqu'il est cristallisé à partir d'un solide amorphe, plutôt que de former un gros monocristal. La lumière a tendance à se disperser lorsqu'elle traverse les frontières entre les cristallites et les régions amorphes qui les séparent. Cette diffusion signifie que le PET cristallin est opaque et blanc dans la plupart des cas. Le fibrage fait partie des rares procédés industriels qui produisent un produit presque monocristallin.
Viscosité intrinsèque

L’une des caractéristiques les plus importantes du PET est appelée viscosité intrinsèque (IV).
La viscosité intrinsèque du matériau, trouvée en extrapolant à une concentration nulle de viscosité relative à une concentration mesurée en décilitres par gramme (dℓ/g). La viscosité intrinsèque dépend de la longueur de ses chaînes polymères mais ne comporte aucune unité car elle est extrapolée à une concentration nulle. Plus les chaînes de polymère sont longues, plus il y a d'enchevêtrements entre les chaînes et donc plus la viscosité est élevée. La longueur moyenne de la chaîne d'un lot particulier de résine peut être contrôlée pendant polycondensation.
La plage de viscosité intrinsèque du PET :
Qualité des fibres
- 0.40–0.70 Textiles
- 0.72–0.98 Technique, câble de pneu
Qualité du film
- 0.60-0.70 BoPET (film PET orienté biaxialement)
- 0.70–1.00 Qualité de feuille pour thermoformage
Qualité de la bouteille
- 0.70 à 0.78 Bouteilles d'eau (plates)
- 0.78–0.85 Qualité boisson gazeuse
Monofilament, plastique technique
- 1.00-2.00
Séchage
Le PET est hygroscopique, ce qui signifie qu'il absorbe l'eau de son environnement. Cependant, lorsque ce PET « humide » est ensuite chauffé, l'eau hydrolyse le PET, diminuant sa résilience. Ainsi, avant de pouvoir traiter la résine dans une machine de moulage, elle doit être séchée. Le séchage est obtenu grâce à l'utilisation d'un déshydratant ou des séchoirs avant que le PET ne soit introduit dans l'équipement de traitement.
À l’intérieur du séchoir, de l’air chaud et sec est pompé au fond de la trémie contenant la résine afin qu’il remonte à travers les granulés, éliminant ainsi l’humidité sur son passage. L'air chaud et humide quitte le haut de la trémie et traverse d'abord un refroidisseur final, car il est plus facile d'éliminer l'humidité de l'air froid que de l'air chaud. L’air frais et humide qui en résulte passe ensuite à travers un lit déshydratant. Enfin, l'air frais et sec quittant le lit déshydratant est réchauffé dans un réchauffeur de processus et renvoyé dans les mêmes processus en boucle fermée. En général, les niveaux d'humidité résiduelle dans la résine doivent être inférieurs à 50 parties par million (parties d'eau par million de parties de résine, en poids) avant le traitement. Le temps de séjour au séchoir ne doit pas être inférieur à environ quatre heures. En effet, le séchage du matériau en moins de 4 heures nécessiterait une température supérieure à 160 °C, niveau auquel hydrolyse commencerait à l’intérieur des pellets avant qu’ils puissent être séchés.
Le PET peut également être séché dans des séchoirs à résine à air comprimé. Les sécheurs à air comprimé ne réutilisent pas l’air de séchage. De l'air comprimé sec et chauffé circule à travers les granulés de PET comme dans le séchoir par dessiccation, puis est rejeté dans l'atmosphère.
Copolymères
En plus du pur (homopolymère) PET, PET modifié par copolymérisation est également disponible.
Dans certains cas, les propriétés modifiées du copolymère sont plus souhaitables pour une application particulière. Par exemple, cyclohexane diméthanol (CHDM) peut être ajouté au squelette polymère à la place de L'éthylène glycol. Étant donné que cet élément constitutif est beaucoup plus gros (6 atomes de carbone supplémentaires) que l’unité éthylène glycol qu’il remplace, il ne s’intègre pas dans les chaînes voisines comme le ferait une unité éthylène glycol. Cela interfère avec la cristallisation et abaisse la température de fusion du polymère. En général, ce PET est connu sous le nom de PETG ou PET-G (polyéthylène téréphtalate modifié au glycol ; Eastman Chemical, SK Chemicals et Artenius Italia sont quelques fabricants de PETG). Le PETG est un thermoplastique amorphe transparent qui peut être moulé par injection ou extrudé en feuille. Il peut être coloré pendant le traitement.
Un autre modificateur courant est acide isophtalique, remplaçant une partie des 1,4-(afin de-) lié téréphtalate unités. Le 1,2-(ortho-) ou 1,3-(objectif-) la liaison produit un angle dans la chaîne, qui perturbe également la cristallinité.
De tels copolymères sont avantageux pour certaines applications de moulage, telles que thermoformage, qui est utilisé par exemple pour réaliser des emballages en barquette ou blister à partir d'un film co-PET, ou d'une feuille PET amorphe (A-PET) ou d'une feuille PETG. D'autre part, la cristallisation est importante dans d'autres applications où la stabilité mécanique et dimensionnelle est importante, comme les ceintures de sécurité. Pour les bouteilles PET, l'utilisation de petites quantités d'acide isophtalique, CHDM, diethylene glycol (DEG) ou d'autres comonomères peuvent être utiles : si seules de petites quantités de comonomères sont utilisées, la cristallisation est ralentie mais pas complètement empêchée. En conséquence, les bouteilles sont disponibles via étirage-soufflage (« SBM »), qui sont à la fois suffisamment clairs et cristallins pour constituer une barrière adéquate contre les arômes et même les gaz, comme le dioxyde de carbone dans les boissons gazeuses.
Vidéo

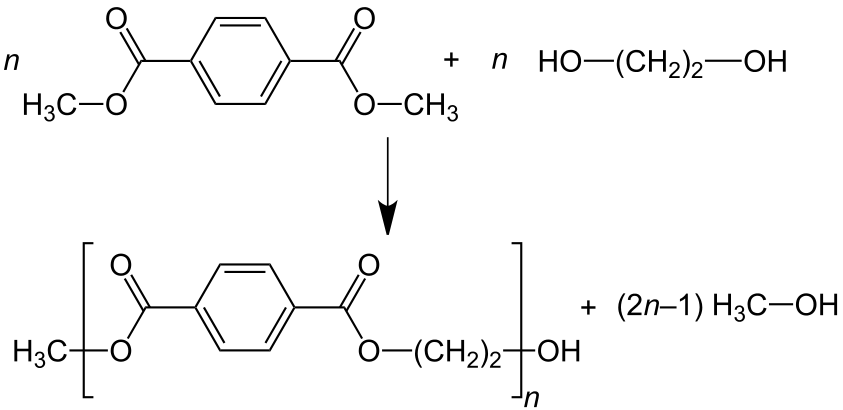
Le polyéthylène téréphtalate est produit à partir de L'éthylène glycol et téréphtalate de diméthyle (C6H4(CO2CH3)2) ou acide téréphtalique.
Le premier est un transestérification réaction, alors que cette dernière est une estérification réaction.
Procédé au téréphtalate de diméthyle
In téréphtalate de diméthyle processus, ce composé et l'excès d'éthylène glycol réagissent dans la masse fondue à 150–200 °C avec un catalyseur basique. Méthanol (CH3OH) est éliminé par distillation pour faire avancer la réaction. L'excès d'éthylène glycol est distillé à température plus élevée à l'aide du vide. La deuxième étape de transestérification se déroule entre 270 et 280 °C, avec également une distillation continue de l'éthylène glycol.
Les réactions sont idéalisées comme suit :
- Premier pas
- C6H4(CO2CH3)2 + 2 HOCH2CH2OH → C6H4(CO2CH2CH2OH)2 + 2 CH3OH
- Deuxième étape
- n C6H4(CO2CH2CH2OH)2 → [(CO)C6H4(CO2CH2CH2OU)]n + n HAUT2CH2OH
Procédé à l'acide téréphtalique
Dans le acide téréphtalique Dans le cadre du processus, l'estérification de l'éthylène glycol et de l'acide téréphtalique est réalisée directement à une pression modérée (2.7 à 5.5 bars) et à haute température (220 à 260 °C). L'eau est éliminée dans la réaction, et elle est également éliminée en continu par distillation :
- n C6H4(CO2H)2 + n HAUT2CH2OH → [(CO)C6H4(CO2CH2CH2OU)]n + 2n H2O
Dégradation
Le PET est soumis à différents types de dégradations lors du traitement. Les principales dégradations qui peuvent survenir sont l’oxydation hydrolytique et probablement la plus importante, l’oxydation thermique. Lorsque le PET se dégrade, plusieurs choses se produisent : décoloration, chaîne scissions entraînant une réduction du poids moléculaire, la formation de acétaldéhydeet liens croisés (formation « gel » ou « fish-eye »). La décoloration est due à la formation de divers systèmes chromophores suite à un traitement thermique prolongé à des températures élevées. Cela devient un problème lorsque les exigences optiques du polymère sont très élevées, comme dans les applications d'emballage. La dégradation thermique et thermo-oxydante entraîne des caractéristiques de transformabilité et des performances médiocres du matériau.
Une façon d'atténuer ce problème est d'utiliser un copolymère. Des comonomères tels que CHDM ou acide isophtalique abaisser la température de fusion et réduire le degré de cristallinité du PET (particulièrement important lorsque le matériau est utilisé pour la fabrication de bouteilles). Ainsi, la résine peut être formée plastiquement à des températures plus basses et/ou avec une force moindre. Cela aide à prévenir la dégradation, en réduisant la teneur en acétaldéhyde du produit fini à un niveau acceptable (c'est-à-dire imperceptible). Voir copolymères, au-dessus de. Une autre façon d'améliorer la stabilité du polymère consiste à utiliser des stabilisants, principalement des antioxydants tels que phosphites. Récemment, la stabilisation du matériau au niveau moléculaire à l’aide de produits chimiques nanostructurés a également été envisagée.
Acétaldéhyde
Acétaldéhyde est une substance incolore et volatile avec une odeur fruitée. Bien qu’il se forme naturellement dans certains fruits, il peut provoquer un mauvais goût dans l’eau en bouteille. L'acétaldéhyde se forme par dégradation du PET suite à une mauvaise manipulation du matériau. Des températures élevées (le PET se décompose au-dessus de 300 °C ou 570 °F), des pressions élevées, des vitesses d'extrudeuse (un débit de cisaillement excessif augmente la température) et de longs temps de séjour dans le fût contribuent tous à la production d'acétaldéhyde. Lorsque de l'acétaldéhyde est produit, une partie reste dissoute dans les parois d'un récipient puis diffuse dans le produit stocké à l’intérieur, en modifiant le goût et l’arôme. Ce n'est pas un problème pour les non-consommables (comme le shampoing), pour les jus de fruits (qui contiennent déjà de l'acétaldéhyde) ou pour les boissons au goût fort comme les boissons gazeuses. Pour l'eau en bouteille, cependant, une faible teneur en acétaldéhyde est très importante, car, si rien ne masque l'arôme, même des concentrations extrêmement faibles (10 à 20 parties par milliard dans l'eau) d'acétaldéhyde peuvent produire un mauvais goût.
Antimoine
Antimoine (Sb) est un élément métalloïde utilisé comme catalyseur sous forme de composés tels que trioxyde d'antimoine (Sb2O3) ou le triacétate d'antimoine dans la production de PET. Après fabrication, une quantité détectable d’antimoine peut être trouvée à la surface du produit. Ce résidu peut être éliminé au lavage. L'antimoine reste également dans le matériau lui-même et peut ainsi migrer vers les aliments et les boissons. L'exposition du PET à l'ébullition ou au micro-ondes peut augmenter considérablement les niveaux d'antimoine, éventuellement au-dessus des niveaux de contamination maximaux de l'USEPA. La limite pour l'eau potable évaluée par l'OMS est de 20 parties par milliard (OMS, 2003), et aux États-Unis, la limite pour l'eau potable est de 6 parties par milliard. Bien que le trioxyde d’antimoine soit faiblement toxique lorsqu’il est pris par voie orale, sa présence reste préoccupante. Les Suisses Office fédéral de la santé publique a étudié la quantité de migration d'antimoine, en comparant les eaux embouteillées en PET et en verre : les concentrations d'antimoine de l'eau dans les bouteilles PET étaient plus élevées, mais toujours bien inférieures à la concentration maximale autorisée. L'Office fédéral de la santé publique a conclu que de petites quantités d'antimoine migrent du PET vers l'eau en bouteille, mais que le risque pour la santé des faibles concentrations qui en résultent est négligeable (1% de la «apport journalier tolérable» déterminé par le WHO). Une étude ultérieure (2006), mais plus largement médiatisée, a révélé des quantités similaires d'antimoine dans l'eau des bouteilles en PET. L'OMS a publié une évaluation des risques liés à l'antimoine dans l'eau potable.
Toutefois, les concentrés de jus de fruits (pour lesquels aucune directive n'est établie), qui étaient produits et embouteillés en PET au Royaume-Uni, contenaient jusqu'à 44.7 µg/L d'antimoine, bien au-dessus des limites de l'UE pour l'eau du robinet de 5 µg/L.
Biodégradation
Nocardie peut dégrader le PET avec une enzyme estérase.
Des scientifiques japonais ont isolé une bactérie Idéonella sakaiensis qui possède deux enzymes capables de décomposer le PET en morceaux plus petits que la bactérie peut digérer. Une colonie de I. sakaiensis peut désintégrer un film plastique en six semaines environ.
Sécurité
Commentaire publié dans Environmental Health Perspectives en avril 2010, a suggéré que le PET pourrait donner perturbateurs endocriniens dans des conditions d’usage courant et de recherches recommandées sur ce sujet. Les mécanismes proposés comprennent le lessivage de phtalates ainsi que le lessivage de antimoine. Article publié dans Journal de surveillance environnementale en avril 2012 conclut que la concentration d'antimoine dans eau déminéralisée stocké dans des bouteilles en PET reste dans la limite acceptable de l'UE même s'il est stocké brièvement à des températures allant jusqu'à 60 °C (140 °F), tandis que le contenu des bouteilles (eau ou boissons gazeuses) peut occasionnellement dépasser la limite de l'UE après moins d'un an de stockage dans une pièce. température.
Équipement de traitement de bouteilles

Il existe deux méthodes de moulage de base pour les bouteilles PET : en une étape et en deux étapes. Dans le moulage en deux étapes, deux machines distinctes sont utilisées. La première machine moule par injection la préforme, qui ressemble à un tube à essai, avec les filetages du bouchon de la bouteille déjà moulés en place. Le corps du tube est nettement plus épais, car il sera gonflé dans sa forme finale lors de la deuxième étape à l'aide de étirage-soufflage.
Dans la deuxième étape, les préformes sont chauffées rapidement puis gonflées contre un moule en deux parties pour leur donner la forme finale de la bouteille. Les préformes (bouteilles non gonflées) sont désormais également utilisées comme conteneurs robustes et uniques ; Outre les bonbons fantaisie, certaines sections de la Croix-Rouge les distribuent aux propriétaires dans le cadre du programme Vial of Life afin de stocker les antécédents médicaux des secouristes. Une autre utilisation de plus en plus courante des préformes est celle des conteneurs dans l'activité de plein air Geocaching.
Dans les machines en une seule étape, l'ensemble du processus, depuis la matière première jusqu'au récipient fini, est réalisé dans une seule machine, ce qui la rend particulièrement adaptée au moulage de formes non standard (moulage sur mesure), notamment des pots, des ovales plats, des flacons, etc. Son plus grand mérite est la réduction de l'espace, de la manipulation des produits et de l'énergie, ainsi qu'une qualité visuelle bien supérieure à celle pouvant être obtenue par le système en deux étapes.
Industrie du recyclage du polyester
En 2016, on estimait que 56 millions de tonnes de PET étaient produites chaque année.
Même si la plupart des thermoplastiques peuvent en principe être recyclés, Recyclage des bouteilles PET est plus pratique que de nombreuses autres applications plastiques en raison de la valeur élevée de la résine et de l'utilisation presque exclusive du PET pour l'embouteillage largement utilisé d'eau et de boissons gazeuses. Le PET a un code d'identification de la résine de 1. Les principales utilisations du PET recyclé sont le polyester fibre, cerclages et contenants non alimentaires.
En raison de la recyclabilité du PET et de l'abondance relative du déchets post-consommation Sous forme de bouteilles, le PET gagne rapidement des parts de marché en tant que fibre pour tapis. Industries Mohawk a lancé everSTRAND en 1999, une fibre PET à contenu recyclé à 100 % post-consommation. Depuis, plus de 17 milliards de bouteilles ont été recyclées en fibre de tapis. Pharr Yarns, fournisseur de nombreux fabricants de tapis, dont Looptex, Dobbs Mills et Berkshire Flooring, produit une fibre de tapis PET BCF (filament continu en vrac) contenant un minimum de 25 % de contenu recyclé post-consommation.
Le PET, comme de nombreux plastiques, est également un excellent candidat pour l'élimination thermique (incinération), car il est composé de carbone, d’hydrogène et d’oxygène, avec seulement des traces d’éléments catalyseurs (mais pas de soufre). Le PET a le contenu énergétique du charbon mou.
Lors du recyclage du polyéthylène téréphtalate ou du PET ou du polyester, il faut généralement différencier deux manières :
- Le recyclage chimique vers les matières premières initiales purifiées acide téréphtalique (PTA) ou téréphtalate de diméthyle (DMT) et L'éthylène glycol (EG) où la structure du polymère est complètement détruite, ou dans des intermédiaires de processus comme téréphtalate de bis(2-hydroxyéthyle)
- Le recyclage mécanique où les propriétés originales du polymère sont maintenues ou reconstituées.
Le recyclage chimique du PET ne deviendra rentable qu'en utilisant des lignes de recyclage de grande capacité de plus de 50,000 2000 tonnes/an. De telles lignes ne pouvaient être vues, voire inexistantes, que sur les sites de production de très grands producteurs de polyester. Plusieurs tentatives d'envergure industrielle visant à établir de telles usines de recyclage chimique ont été faites dans le passé, mais sans succès retentissant. Même le recyclage chimique prometteur au Japon n’a pas encore constitué une avancée industrielle. Les deux raisons à cela sont les suivantes : premièrement, la difficulté de s'approvisionner de manière cohérente et continue en si grande quantité de bouteilles usagées sur un seul site, et, deuxièmement, l'augmentation constante des prix et la volatilité des prix des bouteilles collectées. Les prix des bouteilles en balles ont augmenté entre 2008 et 50, passant d'environ 500 euros/tonne à plus de 2008 euros/tonne en XNUMX.
Le recyclage mécanique ou la circulation directe du PET à l'état polymère est aujourd'hui opéré dans les variantes les plus diverses. Ces types de processus sont typiques des petites et moyennes industries. La rentabilité peut déjà être atteinte avec des capacités d’usine comprises entre 5000 20,000 et XNUMX XNUMX tonnes/an. Dans ce cas, presque toutes sortes de retours de matériaux recyclés dans le circuit des matériaux sont aujourd'hui possibles. Ces divers procédés de recyclage sont discutés ci-après en détail.
Outre les contaminants chimiques et dégradation produits générés lors de la première transformation et de l’utilisation, les impuretés mécaniques représentent la majeure partie des impuretés dépréciant la qualité dans le flux de recyclage. Les matériaux recyclés sont de plus en plus introduits dans les processus de fabrication, initialement conçus pour les nouveaux matériaux. Par conséquent, des processus efficaces de tri, de séparation et de nettoyage deviennent particulièrement importants pour le polyester recyclé de haute qualité.
Lorsque nous parlons de l'industrie du recyclage du polyester, nous nous concentrons principalement sur le recyclage des bouteilles en PET, qui sont désormais utilisées pour toutes sortes d'emballages liquides comme l'eau, les boissons gazeuses, les jus de fruits, la bière, les sauces, les détergents, les produits chimiques ménagers, etc. Les bouteilles sont faciles à distinguer en raison de leur forme et de leur consistance et sont séparées des flux de déchets plastiques soit par des processus automatiques, soit par des processus de tri manuel. L’industrie établie du recyclage du polyester se compose de trois sections principales :
- Collecte des bouteilles PET et tri des déchets : logistique des déchets
- Production de flocons de bouteilles propres : production de flocons
- Conversion des flocons de PET en produits finaux : traitement des flocons
Le produit intermédiaire de la première section est constitué de déchets de bouteilles en balles avec une teneur en PET supérieure à 90 %. La forme commerciale la plus courante est la balle, mais les bouteilles prédécoupées en brique ou même en vrac sont courantes sur le marché. Dans la deuxième section, les bouteilles collectées sont transformées en flocons de bouteilles PET propres. Cette étape peut être plus ou moins complexe et compliquée selon la qualité finale des flocons requise. Au cours de la troisième étape, les flocons de bouteilles PET sont transformés en tout type de produits comme des films, des bouteilles, des fibres, des filaments, des cerclages ou des intermédiaires comme des granulés pour un traitement ultérieur et des plastiques techniques.
Outre ce recyclage externe (post-consommation) des bouteilles en polyester, il existe de nombreux processus de recyclage internes (pré-consommation), dans lesquels le matériau polymère gaspillé ne quitte pas le site de production vers le marché libre, mais est réutilisé dans le même circuit de production. De cette manière, les déchets de fibres sont directement réutilisés pour produire des fibres, les déchets de préformes sont directement réutilisés pour produire des préformes et les déchets de films sont directement réutilisés pour produire des films.
Recyclage des bouteilles PET
Purification et décontamination
Le succès de tout concept de recyclage réside dans l'efficacité de la purification et de la décontamination au bon endroit pendant le traitement et dans la mesure nécessaire ou souhaitée.
En général, ce qui suit s'applique : plus les substances étrangères sont éliminées tôt dans le processus et plus cela est minutieux, plus le processus est efficace.
Le haut Plastifiant La température du PET dans la plage de 280 °C (536 °F) est la raison pour laquelle presque toutes les impuretés organiques courantes telles que PVC, Le PLA, polyoléfine, fibres chimiques de pâte de bois et de papier, acétate de polyvinyle, colle fondue, colorants, sucre et de protéines les résidus sont transformés en produits de dégradation colorés qui, à leur tour, pourraient libérer des produits de dégradation supplémentaires réactifs. Ensuite, le nombre de défauts dans la chaîne polymère augmente considérablement. La répartition granulométrique des impuretés est très large, les grosses particules de 60 à 1000 XNUMX µm, visibles à l'œil nu et faciles à filtrer, représentant le moindre mal, puisque leur surface totale est relativement petite et la vitesse de dégradation est donc plus faible. L'influence des particules microscopiques, qui — parce qu'elles sont nombreuses — augmentent la fréquence des défauts du polymère, est relativement plus importante.
La devise « Ce que l’œil ne voit pas, le cœur ne peut pas s’affliger » est considérée comme très importante dans de nombreux processus de recyclage. C'est pourquoi, outre un tri efficace, l'élimination des particules d'impuretés visibles par des procédés de filtration à l'état fondu joue ici un rôle particulier.
De manière générale, on peut dire que les processus de fabrication de flocons de bouteilles PET à partir de bouteilles collectées sont aussi polyvalents que les différents flux de déchets sont différents dans leur composition et leur qualité. Compte tenu de la technologie, il n’existe pas qu’une seule façon de procéder. Parallèlement, de nombreuses sociétés d'ingénierie proposent des usines et des composants de production de flocons, et il est difficile de choisir entre l'un ou l'autre modèle d'usine. Néanmoins, certains processus partagent la plupart de ces principes. En fonction de la composition et du niveau d'impuretés du matériau d'entrée, les étapes générales du processus suivantes sont appliquées.
- Ouverture des balles, ouverture des briquettes
- Tri et sélection de différentes couleurs, polymères étrangers notamment PVC, corps étrangers, enlèvement de films, papiers, verre, sable, terre, pierres et métaux
- Prélavage sans découpe
- Découpe grossière à sec ou combinée au prélavage
- Enlèvement de pierres, de verre et de métal
- Tamisage à l'air pour éliminer les films, le papier et les étiquettes
- Broyage, sec et/ou humide
- Élimination des polymères de faible densité (cupules) par différences de densité
- Lavage à chaud
- Lavage caustique et gravure de surface, maintenant la viscosité intrinsèque et la décontamination
- Rinçage
- Rinçage à l'eau claire
- Séchage
- Tamisage à l'air des flocons
- Tri automatique des flocons
- Technologie des circuits d’eau et du traitement de l’eau
- Contrôle qualité des flocons



Impuretés et défauts de matériaux
Le nombre d'impuretés possibles et de défauts de matériaux qui s'accumulent dans le matériau polymère augmente en permanence, tant lors du traitement que lors de l'utilisation des polymères, en tenant compte d'une durée de vie croissante, d'applications finales croissantes et d'un recyclage répété. En ce qui concerne les bouteilles PET recyclées, les défauts mentionnés peuvent être classés dans les groupes suivants :
- Les groupes terminaux OH ou COOH réactifs du polyester sont transformés en groupes terminaux morts ou non réactifs, par exemple formation de groupes terminaux vinylester par déshydratation ou décarboxylation de l'acide téréphtalate, réaction des groupes terminaux OH ou COOH avec dégradation monofonctionnelle. des produits comme les acides monocarboniques ou les alcools. Les résultats sont une diminution de la réactivité lors de la re-polycondensation ou de la re-SSP et un élargissement de la distribution du poids moléculaire.
- La proportion des groupes terminaux se déplace vers les groupes terminaux COOH construits par une dégradation thermique et oxydative. Les résultats sont une diminution de la réactivité et une augmentation de la décomposition autocatalytique acide lors du traitement thermique en présence d'humidité.
- Le nombre de macromolécules polyfonctionnelles augmente. Accumulation de gels et défauts de ramification à longue chaîne.
- Le nombre, la concentration et la variété des substances étrangères organiques et inorganiques non identiques aux polymères augmentent. A chaque nouveau stress thermique, les corps étrangers organiques vont réagir par décomposition. Cela entraîne la libération d’autres substances favorisant la dégradation et de substances colorantes.
- Des groupes hydroxydes et peroxydes s'accumulent à la surface des produits en polyester en présence d'air (oxygène) et d'humidité. Ce processus est accéléré par la lumière ultraviolette. Lors d'un processus de traitement ultérieur, les hydroperoxydes sont une source de radicaux oxygénés, sources de dégradation oxydative. La destruction des hydroperoxydes doit avoir lieu avant le premier traitement thermique ou pendant la plastification et peut être favorisée par des additifs appropriés comme des antioxydants.
Compte tenu des défauts chimiques et des impuretés mentionnés ci-dessus, il y a une modification continue des caractéristiques suivantes du polymère au cours de chaque cycle de recyclage, qui sont détectables par analyse chimique et physique en laboratoire.
En particulier:
- Augmentation des groupes terminaux COOH
- Augmentation du numéro de couleur b
- Augmentation du voile (produits transparents)
- Augmentation de la teneur en oligomères
- Réduction de la filtrabilité
- Augmentation de la teneur en sous-produits tels que l'acétaldéhyde, le formaldéhyde
- Augmentation des contaminants étrangers extractibles
- Diminution de la couleur L
- Diminution de viscosité intrinsèque ou viscosité dynamique
- Diminution de la température de cristallisation et augmentation de la vitesse de cristallisation
- Diminution des propriétés mécaniques comme la résistance à la traction, l'allongement à la rupture ou module d'élasticité
- Élargissement de la distribution du poids moléculaire
Le recyclage des bouteilles PET est aujourd'hui un processus industriel standard proposé par de nombreuses sociétés d'ingénierie.
Exemples de transformation du polyester recyclé
Les procédés de recyclage du polyester sont presque aussi variés que les procédés de fabrication à base de pellets primaires ou de fonte. En fonction de la pureté des matériaux recyclés, le polyester peut être utilisé aujourd'hui dans la plupart des procédés de fabrication du polyester en mélange avec un polymère vierge ou, de plus en plus, en tant que polymère 100 % recyclé. Certaines exceptions comme le film BOPET de faible épaisseur, les applications spéciales comme le film optique ou les fils par filage FDY à > 6000 XNUMX m/min, les microfilaments et les microfibres sont produits uniquement à partir de polyester vierge.
Re-granulation simple des flocons de bouteilles
Ce procédé consiste à transformer les déchets de bouteilles en flocons, par séchage et cristallisation des flocons, par plastification et filtration, ainsi que par pelletisation. Le produit est un regranulat amorphe d'une viscosité intrinsèque comprise entre 0.55 et 0.7 dℓ/g, en fonction du degré de pré-séchage complet des flocons de PET.
Les particularités sont les suivantes : l'acétaldéhyde et les oligomères sont contenus dans les pellets à un niveau inférieur ; la viscosité est réduite d'une manière ou d'une autre, les pellets sont amorphes et doivent être cristallisés et séchés avant un traitement ultérieur.
Traitement vers :
- Film A-PET pour thermoformage
- Ajout à la production de PET vierge
- BoPET film d'emballage
- Bouteille pour animaux résine par SSP
- Fils pour tapis
- plastique ingénierie
- Filaments
- Non-tissé
- Bandes d'emballage
- Fibre discontinue.
Choisir la méthode de regranulation signifie avoir un processus de conversion supplémentaire qui est, d'une part, énergivore et coûteux, et provoque une destruction thermique. D’un autre côté, l’étape de granulation offre les avantages suivants :
- Filtration intensive à l'état fondu
- Contrôle qualité intermédiaire
- Modification par additifs
- Sélection des produits et séparation par qualité
- Flexibilité de traitement accrue
- Uniformisation de qualité.
Fabrication de pellets ou flocons PET pour bouteilles (bouteille à bouteille) et A-PET
Ce processus est, en principe, similaire à celui décrit ci-dessus ; cependant, les pellets produits sont directement (de manière continue ou discontinue) cristallisés puis soumis à une polycondensation à l'état solide (SSP) dans un sèche-linge à tambour ou un réacteur tubulaire vertical. Au cours de cette étape de traitement, la viscosité intrinsèque correspondante de 0.80 à 0.085 dℓ/g est à nouveau restaurée et, en même temps, la teneur en acétaldéhyde est réduite à < 1 ppm.
Le fait que certains fabricants de machines et constructeurs de lignes en Europe et aux États-Unis s'efforcent de proposer des processus de recyclage indépendants, par exemple le processus dit de bouteille à bouteille (B-2-B), comme SoyezPET, Étourneau sansonnet, URRC ou BÜHLER, vise à fournir de manière générale la preuve de « l'existence » des résidus d'extraction requis et de l'élimination des contaminants modèles selon la FDA en appliquant le soi-disant test de provocation, qui est nécessaire pour l'application du polyester traité dans le secteur alimentaire. Outre cette approbation de processus, il est néanmoins nécessaire que tout utilisateur de tels processus vérifie constamment les limites FDA pour les matières premières qu'il fabrique lui-même pour son processus.
Conversion directe des flocons de bouteilles
Afin de réduire les coûts, un nombre croissant de producteurs intermédiaires de polyester comme les filatures, les cerclages ou les usines de films coulés travaillent sur l'utilisation directe des flocons de PET, issus du traitement des bouteilles usagées, en vue de fabriquer une quantité croissante de produits. nombre d'intermédiaires en polyester. Pour l'ajustement de la viscosité nécessaire, outre un séchage efficace des flocons, il est éventuellement nécessaire de reconstituer la viscosité à travers polycondensation en phase fondue ou polycondensation à l'état solide des flocons. Les derniers processus de conversion de flocons de PET utilisent des extrudeuses à double vis, des extrudeuses multivis ou des systèmes multi-rotations et un dégazage sous vide simultané pour éliminer l'humidité et éviter le pré-séchage des flocons. Ces procédés permettent la conversion de flocons de PET non séchés sans diminution substantielle de la viscosité provoquée par l'hydrolyse.
En ce qui concerne la consommation de flocons de bouteilles PET, la majeure partie, soit environ 70 %, est transformée en fibres et filaments. Lors de l’utilisation directe de matériaux secondaires tels que des flocons de bouteilles dans les processus de filage, il y a quelques principes de traitement à respecter.
Les procédés de filage à grande vitesse pour la fabrication de POY nécessitent normalement une viscosité de 0.62 à 0.64 dℓ/g. A partir des flocons de bouteilles, la viscosité peut être réglée via le degré de séchage. L'utilisation supplémentaire du TiO2 est nécessaire pour les fils entièrement mats ou semi-mats. Afin de protéger les filières, une filtration efficace de la matière fondue est dans tous les cas nécessaire. Pour l’instant, la quantité de POY composé à 100 % de polyester recyclé est plutôt faible car ce procédé nécessite une grande pureté de matière fondue. La plupart du temps, un mélange de pellets vierges et recyclés est utilisé.
Les fibres discontinues sont filées dans une plage de viscosité intrinsèque plutôt inférieure et qui devrait être comprise entre 0.58 et 0.62 dℓ/g. Dans ce cas également, la viscosité requise peut être ajustée via le séchage ou le réglage du vide en cas d'extrusion sous vide. Cependant, pour ajuster la viscosité, un ajout de modificateur de longueur de chaîne comme L'éthylène glycol or diethylene glycol peuvent également être utilisés.
Les non-tissés filés – dans le domaine des titres fins pour les applications textiles ainsi que les non-tissés filés lourds comme matériaux de base, par exemple pour les couvertures de toit ou dans la construction de routes – peuvent être fabriqués par filage de flocons de bouteilles. La viscosité de filage se situe à nouveau dans une plage de 0.58 à 0.65 dℓ/g.
Un domaine d'intérêt croissant dans lequel des matériaux recyclés sont utilisés est la fabrication de bandes d'emballage à haute ténacité et de monofilaments. Dans les deux cas, la matière première initiale est une matière majoritairement recyclée, de viscosité intrinsèque plus élevée. Des bandes d'emballage à haute ténacité ainsi que des monofilaments sont ensuite fabriqués au cours du processus de filage par fusion.
Recyclage vers les monomères
Le polyéthylène téréphtalate peut être dépolymérisé pour donner les monomères constitutifs. Après purification, les monomères peuvent être utilisés pour préparer du nouveau polyéthylène téréphtalate. Les liaisons ester du polyéthylène téréphtalate peuvent être clivées par hydrolyse ou par transestérification. Les réactions sont simplement inverses de celles utilisées en production.
Glycolyse partielle
La glycolyse partielle (transestérification avec de l'éthylène glycol) convertit le polymère rigide en oligomères à chaîne courte qui peuvent être filtrés à l'état fondu à basse température. Une fois débarrassés des impuretés, les oligomères peuvent être réintroduits dans le processus de production pour polymérisation.
La tâche consiste à alimenter 10 à 25 % de flocons de bouteilles tout en maintenant la qualité des granulés de bouteilles fabriqués sur la ligne. Cet objectif est atteint en dégradant les flocons de bouteilles PET - déjà lors de leur première plastification, qui peut être réalisée dans une extrudeuse mono ou multivis - jusqu'à une viscosité intrinsèque d'environ 0.30 dℓ/g en ajoutant de petites quantités d'éthylène glycol et en soumettant le flux de matière fondue à faible viscosité à une filtration efficace directement après la plastification. De plus, la température est amenée à la limite la plus basse possible. De plus, avec ce mode de traitement, la possibilité d'une décomposition chimique des hydroperoxydes est possible en ajoutant un stabilisant P correspondant directement lors de la plastification. La destruction des groupes hydroperoxydes est, avec d'autres procédés, déjà réalisée lors de la dernière étape du traitement des paillettes, par exemple en ajoutant H3PO3. Le matériau recyclé partiellement glycolysé et finement filtré est introduit en continu dans le réacteur d'estérification ou de prépolycondensation, les quantités de dosage des matières premières étant ajustées en conséquence.
Glycolyse totale, méthanolyse et hydrolyse
Le traitement des déchets de polyester par glycolyse totale pour convertir complètement le polyester en téréphtalate de bis(2-hydroxyéthyle) (C6H4(CO2CH2CH2OH)2). Ce composé est purifié par distillation sous vide et est l'un des intermédiaires utilisés dans la fabrication du polyester. La réaction impliquée est la suivante :
- [(CO)C6H4(CO2CH2CH2OU)]n + n HAUT2CH2OH → n C6H4(CO2CH2CH2OH)2
Cette voie de recyclage a été réalisée à l'échelle industrielle au Japon en tant que production expérimentale.
Semblable à la glycolyse totale, la méthanolyse convertit le polyester en téréphtalate de diméthyle, qui peut être filtré et distillé sous vide :
- [(CO)C6H4(CO2CH2CH2OU)]n + 2n CH3OH → n C6H4(CO2CH3)2
La méthanolyse n'est aujourd'hui que rarement pratiquée dans l'industrie car la production de polyester à base de téréphtalate de diméthyle a considérablement diminué et de nombreux producteurs de téréphtalate de diméthyle ont disparu.
Comme ci-dessus, le polyéthylène téréphtalate peut être hydrolysé en acide téréphtalique et L'éthylène glycol sous haute température et pression. L'acide téréphtalique brut résultant peut être purifié par recristallisation pour produire un matériau adapté à la repolymérisation :
- [(CO)C6H4(CO2CH2CH2OU)]n + 2n H2O → n C6H4(CO2H)2 + n HAUT2CH2OH
Cette méthode ne semble pas encore avoir été commercialisée.